



























Vademecum SF6
Sześciofluorek siarki (SF6) posiada doskonałe właściwości izolacyjne oraz skutecznie gasi łuk elektryczny w urządzeniach stosowanych powszechnie w energetyce. Oprócz zalet SF6 posiada znaczącą wadę – jest gazem cieplarnianym o bardzo wysokim współczynniku GWP (ang. global warming potential). Dlatego niezbędne jest zadbanie o szczelność urządzeń elektroenergetycznych oraz o podnoszenie kwalifikacji personelu pracującego z sześciofluorkiem siarki. Działania w tym zakresie od lat są regulowane rozporządzeniami Komisji Europejskiej. Mają one na celu ograniczenie emisji SF6 oraz propagowanie dobrych praktyk wśród specjalistów branży energetycznej.
Spis treści
1. Dlaczego SF6? Rys historyczny.
We wczesnych latach siedemdziesiątych XX wieku czołowe firmy aparatowe na świecie rozwinęły produkcję wysokonapięciowych rozdzielnic osłoniętych z izolacją w postaci sześciofluorku siarki (SF6), oraz wysokonapięciowych wyłączników, w których ten gaz stanowił medium gaszące łuk elektryczny. Później nastąpił szybki rozwój tej techniki aparatowej, co można tłumaczyć ogromnymi możliwościami jakie otworzyły się przed konstruktorami aparatów elektrycznych po wykryciu doskonałych własności SF6.
Konstruktorzy dawno próbowali budować prefabrykowane rozdzielnice osłonięte najwyższych napięć (powyżej 110 kV) na wzór rozdzielnic osłoniętych na niskie (do 1 kV) i średniego napięcia (poniżej 110 kV). Próby budowy rozdzielnic osłoniętych z izolacją stałą (żywice), olejową lub ze sprężonym powietrzem nie dawały zadowalających rezultatów. Prefabrykowane elementy rozdzielnic z izolacja stałą o wymaganej wytrzymałości dielektrycznej były ciężkie i zawodne, wskutek pęknięć odlewów żywicznych o dużej objętości. Rozdzielnice z izolacją olejową były niebezpieczne pod względem wybuchowym i pożarowym i również ciężkie. Rozdzielnica z izolacją w postaci sprężonego powietrza była w próbnej eksploatacji, ale i ta technika nie znalazła szerszego zastosowania z racji konieczności stosowania wysokiego ciśnienia (ok. 6 MPa) i związaną z tym potrzebą obudów o wielkiej wytrzymałości mechanicznej.
Dopiero kombinacja izolacji stałej jako elementów wsporczych, oraz izolacji gazowej (SF6) jako izolacji głównej, spełniła oczekiwania konstruktorów i umożliwiła powszechne budowanie rozdzielnic małogabarytowych na najwyższe i średnie napięcia, w których szyny zbiorcze i wszystkie aparaty zostały zamknięte w szczelnych osłonach metalowych.
Rozdzielnice z SF6 zajmują powierzchnię 10-20 krotnie mniejszą od rozdzielnic konwencjonalnych. Różnica zajmowanych objętości jest jeszcze większa – co ma szczególne znaczenie przy potrzebie budowy rozdzielnicy halowej. Dla rozdzielnic z SF6 jest obojętne czy atmosfera jest chemicznie zanieczyszczona, zakurzona, zawierająca sole lub mgłę kwaśną. Niegroźne są dla nich wyładowania atmosferyczne. Są bezpieczne pod względem wybuchowym i pożarowym. Obsługa i konserwacja tych rozdzielnic jest uproszczona z racji stosowania bezpiecznych, uziemionych osłon torów prądowych, oraz wielu systemów technicznych bezpieczeństwa. Pomimo eksploatowania na świecie dużej liczby rozdzielnic osłoniętych z SF6 to w literaturze nie było informacji o poważniejszych awariach, które spowodowałyby śmierć lub poważne obrażenia personelu.
Duże bezpieczeństwo obsługi rozdzielnic z SF6 wynika stąd, że ten typ urządzeń może pracować bez obsługi, części pod wysokim napięciem są niedostępne. Zatrucia personelu produktami rozpadu SF6 są w praktyce mało prawdopodobne, głównie z powodu niewielkiego stężenia związków toksycznych, łatwości stwierdzenia ich obecności po zapachu i naturalnemu odruchowi personelu opuszczenia pomieszczenia w przypadku awarii polegającej na gwałtownym rozszczelnieniu obudowy.
Awaryjność rozdzielnic osłoniętych z SF6 jest znacznie mniejsza niż rozdzielnic otwartych. Literatura przedmiotu podaje, że względna liczba poważniejszych uszkodzeń w rozdzielnicach osłoniętych jest około sześciokrotnie mniejsza od analogicznych danych rozdzielnic konwencjonalnych. Rozdzielnice osłonięte stwarzają również znacznie mniej kłopotów eksploatacyjnych niż rozdzielnice tradycyjne. Przy czym niesprawności rozdzielnic z SF6 można podzielić na dwie grupy: niesprawności tego samego rodzaju, co rozdzielnic konwencjonalnych, tzn. niezależnych od rozwiązań (np. uszkodzenie mechaniczne napędu aparatu lub sterowania) i niesprawności charakterystyczne dla rozdzielnic osłoniętych z SF6 (np. elementów izolacji stałej, rozszczelnienie obudów itp.). Częstość występowania niesprawności pierwszego rodzaju jest mniej więcej zbliżona w obu typach rozdzielnic. Natomiast z dostępnych statystyk uszkodzeń, specyficznych dla rozdzielnic izolowanych gazem wynika, że względne liczby niesprawności są bardzo niskie. Jednak należy wziąć pod uwagę, że usunięcie uszkodzenia w tym typie rozdzielnicy może okazać się trudne i trwać na tyle długo, że porównanie wskaźników awaryjności będzie mniej korzystne. Musimy pamiętać, że wystąpienie awarii w rozdzielnicy z SF6 ma znacznie poważniejsze konsekwencje dla ruchu systemu energetycznego niż w stacjach konwencjonalnych. Bardziej skomplikowany demontaż, naprawa i ponowny montaż powodują, że czas do ponownego włączenia do ruchu jest stosunkowo długi.
W pierwszych rozwiązaniach rozdzielnic osłoniętych z SF6, ze względu na brak pewności co do uszczelnień, stosowano urządzenia do samoczynnego dopełniania gazem w przypadku ubytków poniżej wyznaczonego poziomu. Szybko jednak rozwiązania konstrukcyjne i zastosowane systemy uszczelnień zapewniły dostateczną szczelność, co pozwoliło na zrezygnowanie z samoczynnego dopełniania. Obecnie firmy zapewniają roczne ubytki gazu nieprzekraczające 0,1%.
Pierwsze rozdzielnice osłonięte z SF6 zaczęły pojawiać się na świecie od roku 1965. Już do roku 1974 wszyscy producenci, których liczbę można było oceniać na 20-25 firm, wyprodukowali około 2000 pól. Początkowo wysokie ceny hamowały popyt na tego rodzaju urządzenia rozdzielcze (cena nowości, koszt badań). W późniejszych latach łączne koszty inwestycji rozdzielnic z SF6 były już konkurencyjne w porównaniu do rozwiązań konwencjonalnych (halowych). Inwestorzy uwzględniali zmniejszenie kosztów zajmowanego terenu i możliwości architektonicznego dopasowania obiektu do otaczającej zabudowy w miastach lub terenów zakładów przemysłowych. Rozdzielnica z SF6, przy zastosowaniu linii kablowych, może być instalowana w podziemiach budynków, pod skwerami lub placami. Ten rodzaj urządzeń skraca czas montażu na miejscu zainstalowania, gdyż rozdzielnica jest dostarczana w dużych zestawach (np. pola). Obniżają się wyraźnie koszty eksploatacji dzięki ograniczeniu zabiegów konserwacyjnych, przeglądów i liczby obsługi, oraz dzięki zwiększeniu w dużym stopniu niezawodności działania urządzeń elektroenergetycznych.
Dynamiczny wzrost zapotrzebowania na energię elektryczną wymaga rozbudowy sieci energetycznych i zmusza do wprowadzenia linii najwyższych napięć w głąb miast i zakładów przemysłowych. W wielu przypadkach rozdzielnice osłonięte z izolacją SF6 są jedynym możliwym rozwiązaniem przy napięciu 123 kV i wyższym w konkretnych warunkach zabudowy (więcej o rozdzielnicach w rozdziale 6).
Równolegle z postępem w dziedzinie techniki izolowania sześciofluorkiem siarki i budowy rozdzielnic izolowanych tym gazem postępowały prace nad wykorzystaniem SF6 w wyłącznikach do gaszenia łuku elektrycznego. Trudno spodziewać się, aby wykryto w najbliższych latach lepszy gaz do zastosowania w aparatach elektrycznych jako medium gaszące łuk elektryczny niż sześciofluorek siarki. Przy zastosowaniu SF6 znacznie upraszcza się konstrukcja wyłączników w porównaniu do pneumatycznych i małoolejowych. Równocześnie aparat ten ma zwiększoną niezawodność i wydłużony okres eksploatacji. Charakterystycznym dla SF6 jest to, że przy wyłączaniu nawet małych prądów w atmosferze tego gazu, nie ma gwałtownego „zrywania łuku”, a tym samym nie ma niebezpiecznych przepięć. Korzystnym zjawiskiem jest też szybki wzrost wytrzymałości elektrycznej przerwy po zgaszeniu łuku w SF6 i tym samym możliwość przerywania obwodu przy dużych stromościach napięcia powrotnego. Ważną zaletą SF6 jest to, że niezbędne ciśnienie gazu do gaszenia łuku wysokonapięciowego nie musi być tak duże jak w wyłącznikach pneumatycznych. Stąd możliwość stosowania wyłączników samosprężnych lub samogenerujących ciśnienie w obszarze łuku. Komory gaszeniowe mają stosunkowo prostą konstrukcję (więcej o wyłącznikach w rozdziale 7).
Niestety technika SF6 ma też wady. Gaz SF6 jest droższy niż sprężone powietrze, wymaga osłon o dużo większej szczelności. Powoduje pewne trudności przy napełnianiu urządzenia (wysoka próżnia). Wybór materiałów izolacyjnych i konstrukcyjnych do wyłączników utrudnia agresywność produktów rozpadu gazu pod działaniem łuku elektrycznego i ich związków. W wyłączniku tworzą się związki toksyczne stwarzające zagrożenie dla ludzi – zwłaszcza podczas remontów i demontażu. Ostatnia wada powoduje, że technika SF6 nie może być uważana za całkowicie bezpieczną. Ale też nie powinna być nadmiernie eksponowana i szczególnie podkreślana przez przeciwników tej techniki.
Eksploatacja urządzeń elektroenergetycznych z sześciofluorkiem siarki wymaga stosowania niezbędnych zabezpieczeń ogólnych i indywidualnych.
Zainteresowanie tą techniką w Polsce zostało zapoczątkowane na początku lat siedemdziesiątych w Instytucie Elektrotechniki. Podjęte badania i prace konstruktorskie doprowadziły do zainstalowania do badań eksploatacyjnych (stacja elektroenergetyczna w Sulejówku) jednopolowej rozdzielnicy na napięcie 123 kV i prąd ciągły 1250A, z wyłącznikiem o prądzie wyłączalnym 25 kA. Do próbnej eksploatacji zainstalowano też dwa wyłączniki napowietrzne 123 kV (Mory, Gdańsk). Później opracowano, wykonano i przeprowadzono badania laboratoryjne prototypu wyłącznika 123 kV o prądzie wyłączalnym 31,5 kA. Wykonana została też w Instytucie Elektrotechniki, na zamówienie Energetyki, prototypowa rozdzielnica pięciopolowa na napięcie 123 kV – ale do jej zainstalowania nie doszło. W Polsce nastawiono się na produkcję wyłącznika licencyjnego (EDF) i zakup rozdzielnic producentów zagranicznych. Wieloletnie prace badawcze i konstruktorskie realizowane w Instytucie Elektrotechniki procentowały jedynie zdobytym bogatym doświadczeniem w zakresie techniki SF6.
Długoletnie doświadczenia ze stosowaniem SF6 w urządzeniach rozdzielczych pokazały, że nie ma poważnego zagrożenia dla ludzi, wszakże pod warunkiem, iż są podejmowane odpowiednie środki ostrożności, oraz są przestrzegane ustalone procedury postępowania w całym zakresie eksploatacji i likwidacji urządzeń.
Personel pracujący z SF6 musi być bardzo szczegółowo zapoznany z właściwościami produktów rozpadu gazu, być świadomy zagrożenia dla zdrowia i powiadomiony o niezbędnych środkach bezpieczeństwa, które należy podjąć, aby ryzyko było ograniczone do minimum.
2. Sześciofluorek siarki w stanie dostawy. Właściwości chemiczne i fizyczne SF6.
Sześciofluorek siarki jest gazem syntetycznym, otrzymywanym przez działanie gazowym fluorem na siarkę. Cząsteczka ma kształt oktaedryczny (ośmiościenny) z sześcioma atomami fluoru w wierzchołkach i atomem siarki w środku. Siarka w tym związku ma największą wartościowość. Ta struktura jest przyczyną niezwykłej stabilności gazu i jego wyjątkowo dużej bezwładności chemicznej, gdyż do jego rozpadu potrzeba znacznej energii. Rozpad SF6 pod wpływem temperatury zaczyna się w zasadzie dopiero przy około 5000C. Jednak w obecności niektórych metali, a zwłaszcza metali i ich stopów zawierających krzem, rozkład może następować już w temperaturze 180-2000C. SF6 trudno rozpuszcza się w wodzie, nieco łatwiej w alkoholu. Czysty gaz nie reaguje z wodorem ani z metalami, a z tlenem jedynie w obecności wyładowań elektrycznych. Jest gazem bezbarwnym, nietrującym, bez zapachu i niepalnym.
Ciężar cząsteczkowy SF6 wynosi 146,06 a gęstość przy temperaturze 200C i ciśnieniu 1 bara jest 6,16 g/l, czyli około 5 razy więcej niż gęstość powietrza. Jest to więc jeden z najcięższych znanych gazów.
Własności termodynamiczne SF6 wynikają z wykresu Moliera. Punkt krytyczny SF6 jest przy ciśnieniu 37,46 barów i temperaturze 45,580C, co pozwala na jego skraplanie przez sprężanie do transportu i przechowywania.
Zastosowanie SF6 w aparatach elektroenergetycznych wynika z jego doskonałych właściwości elektrycznych. Wiadomo, że wytrzymałość elektryczna gazów zależy od wielu czynników: drogi swobodnej cząsteczki, jej przekroju czynnego, powstających zderzeń niesprężystych i zdolności wiązania elektronów przy tych zderzeniach i magazynowania ich energii. Gazy elektroujemne, jak SF6, mają zdolność wiązania elektronów przez tworzenie jonów ujemnych, co znacznie zwiększa ich wytrzymałość elektryczną (spowalnianie ruchliwych elektronów).
Wytrzymałość elektryczna SF6 przekracza 1,8 – 3,0 razy wytrzymałość powietrza w zależności od warunków wykonania próby. W polu jednorodnym jest ok. 2,4 razy większa. Przy ciśnieniu ok. 3 barów SF6 osiąga 75% wytrzymałości oleju izolacyjnego w przypadku pola jednorodnego, a przy polu niejednorodnym może nawet wykazywać lepsze niż olej właściwości izolacyjne [1].
Sześciofluorek siarki nie może stanowić jedynego materiału izolacyjnego zastosowanego w rozdzielnicy czy wyłączniku – izolatory wsporcze i przepustowe muszą być wykonane ze stałych materiałów izolacyjnych. Materiały te pracują w atmosferze SF6, a więc istotną sprawą jest poznanie wpływu SF6 na stałe materiały izolacyjne. Oczywiście trzeba tu rozróżnić wymagania stawiane materiałom izolacyjnym naprężanym tylko napięciowo w atmosferze czystego SF6, np. izolatorom szyn zbiorczych, a materiałom pracującym w komorach gaszeniowych, narażonym dodatkowo na działanie produktów rozpadu SF6. Szczególnie istotna jest wytrzymałość powierzchniowa tych izolatorów w atmosferze SF6. Wiadomo, że większość wytwórców używa na izolatory żywic epoksydowych ze specjalnymi wypełniaczami. Ten materiał spełnia całkowicie wymagania wytrzymałości elektrycznej i mechanicznej. Badania próbek pokrytych warstwą tworzywa zawierającego związki fluoru (zwanego teflonem) wykazały znaczne powiększenie napięcia wyładowania powierzchniowego w gazie. Istnieje jednak szereg innych materiałów izolacyjnych, które mogą stykać się z SF6 w urządzeniach elektrycznych. Materiały te mogą wykazywać dość znaczne różnice własności zależnie od producenta, nawet przy bardzo zbliżonym składzie, dlatego też można uznać, że każdy stały materiał izolacyjny, który zamierza się zastosować w urządzeniach z SF6 musi być poddany badaniom (uwaga dotyczy np. remontów).
Wiele badań przeprowadzono dla ustalenia zdolności przenoszenia ciepła w SF6. Zagadnienie jest o tyle interesujące, że ciepło właściwe (molowe) SF6 jest mniejsze niż powietrza, jednak na jednostkę objętości gazu jest ono 3,7 razy większe niż ciepło właściwe powietrza. Przewodność cieplna SF6 wynosząca 1,26×10-4W/cm×K jest przeszło dwukrotnie mniejsza niż przewodność cieplna powietrza (2,86×10-4W/cm×K), jednak przy uwzględnieniu konwekcji zdolność przenoszenia ciepła przez SF6 charakteryzująca się współczynnikiem przenoszenia ciepła, jest większa niż odpowiednia zdolność powietrza i zbliża się do wartości osiąganych przy helu lub wodorze. Wynika stąd możliwość powiększenia gęstości prądu w przewodniku (np. szyny zbiorcze) znajdującym się w atmosferze SF6 w stosunku do gęstości w przewodniku w powietrzu.
Odrębne zagadnienie stanowi przewodność cieplna SF6 przy wysokich temperaturach, tzn. podczas gaszenia łuku elektrycznego. Autorzy badań, opierając się na tym, że dysocjacja SF6 przebiega szczególnie intensywnie w temperaturze 2000-2100 K i kończy się praktycznie przy ok. 4000 K, a zatem przy tej temperaturze SF6 jest zdysocjowany na F i S przy niewielkiej części związków dwuatomowych, są zdania, że w tych warunkach można przyjąć stosunek ciepła właściwego i przewodności cieplnej jako stały. Badania wykonywane w tych warunkach wykazały, że w SF6 jest intensywne odprowadzanie ciepła z łuku, co prowadzi do zmniejszenia jego średnicy i wzrostu rezystancji łuku [2].
Zastosowanie SF6 w komorach gaszeniowych wyłączników jest związane z wyjątkowo dobrymi właściwościami tego gazu jako medium gaszące łuk elektryczny. Już pierwsze próby (1954 r., USA) wykazały, że przy swobodnym wyłączaniu prądu, zdolność gaszenia w SF6 przekracza około stukrotnie zdolność gaszenia w powietrzu. Wiadomo, że wyłączanie prądu przemiennego, zwłaszcza przy małym współczynniku mocy, zależy znacznie bardziej od szybkości narastania wytrzymałości przerwy połukowej, niż od wytrzymałości elektrycznej zimnego gazu. Szybkość narastania wytrzymałości przerwy, tzn. szybkość dejonizacji kolumny połukowej, zależy od parametrów cieplnych i elektrycznych plazmy. Istotne są zwłaszcza: przewodność cieplna i rozkład temperatury w łuku, warunki dysocjacji, spadek napięcia, mocy i energii łuku, a wreszcie stała czasowa łuku. Badania łączeniowe w SF6 wykazują walory tego gazu z punktu widzenia wymienionych cech [3, 4, 5].
Podstawowe własności gaszeniowe SF6 są związane z przebiegiem dysocjacji tego gazu. Dysocjacja zaczyna się przy stosunkowo niskich temperaturach ok. 2000 K i przebiega „na raty” przy zmiennych energiach jonizacji, a jednocześnie przy spadku temperatury następuje bardzo szybki wzrost wytrzymałości elektrycznej. Łuk dobrze gaśnie w gazach, w których mogą nastąpić gwałtowne spadki temperatury w kolumnie połukowej, prowadzące do temperatur mniejszych od tej, przy której gęstość elektronów wynosi 109/cm3. Temperatura ta, nazwana temperaturą gaszenia, jest rzędu 3000 K. Rdzeń łuku powstaje wówczas, gdy temperatura łuku przewyższa temperaturę dysocjacji cząsteczek gazu, a więc dobre własności gaszeniowe przejawiają gazy, których temperatura dysocjacji jest niższa od temperatury gaszenia. W tych przypadkach temperatura łuku poza rdzeniem jest niższa od 3000 K. Rdzeń gwałtownie zanika przy zgaśnięciu łuku, kolumna połukowa ma temperaturę mniejszą niż 3000 K, a gęstość elektronów zmniejsza się tak dalece, że ponowny zapłon nie może nastąpić. W SF6 rdzeń łuku przewodzi praktycznie cały prąd; poza rdzeniem panują temperatury, przy których gęstość elektronów, a więc i przewodność elektryczna są bardzo małe [6, 7, 8].
Temperatura dysocjacji SF6 leży poniżej 3000 K, stała czasowa łuku jest bardzo mała, a więc gaz ten musi mieć dobre własności gaszeniowe.
Ponieważ SF6 jest gazem elektroujemnym, należy dodatkowo uwzględnić, że wobec wiązania swobodnych elektronów z cząsteczkami SF6, gęstość elektronów będzie mniejsza, niż wynika to jedynie z zależności temperaturowych. Wpływ ten jest w przybliżeniu równoważny z wpływem, który wywarłoby obniżenie temperatury gazu o 500 K.
Za wielką zaletę SF6 jest uważane zanikanie rdzenia łuku dopiero przy przejściu prądu przez zero i trudność wcześniejszego zniszczenia rdzenia przez zewnętrzne oddziaływanie. Rozpad kolumny łukowej w SF6 jest bardzo gwałtowny dopiero na 6 – 7 ms przed przejściem prądu przez zero. Stanowi to o przewadze wyłączania w SF6 nad wyłączaniem w powietrzu i próżni – w SF6 nie ma praktycznie przepięć nawet przy wyłączaniu małych prądów (indukcyjnych i pojemnościowych). Małą energię łuku przy zanikającym prądzie można wytłumaczyć niewielką temperaturą rekombinacji, co pokrywa utratę przewodności elektrycznej w dość dużym zasięgu poniżej 2000 K, w którym następuje ponowne związanie z fluorem dotychczas wolnych, łatwo jonizujących się atomów siarki. W zakresie temperatur leżących poniżej wartości, przy których zachodzi dysocjacja SF6 można uznać ten gaz za niemal idealne środowisko gaszeniowe. Oczywiście znakomicie zwiększa zdolność gaszenia łuku podmuch gazu. To, że w SF6 łuk ma zwartą budowę rdzenia nawet przy gwałtownym spadku prądu interpretuje się w ten sposób, że w procesie rozpadu główną rolę odgrywają nie zjawiska termodyfuzyjne, a bardzo krótko trwający lawinowy proces powstawania w chłodzonej plazmie mało ruchliwych ujemnych jonów. Dodatkową zaletą SF6 jest mała prędkość dźwięku – 136 m/s (znacznie mniejsza niż w powietrzu). Stąd minimalna prędkość przepływu gaszenia w dyszy naddźwiękowej jest dużo mniejsza deformacja łuku niż w powietrzu. Podstawową deformacją powstającą wskutek przepływu SF6 jest zmniejszenie średnicy kolumny łukowej w pobliżu przejścia prądu przez zero, dzięki czemu straty spowodowane dyfuzją osiągają wartość umożliwiającą zgaszenie łuku [9, 10, 11].
Należy pamiętać, że na prawidłową pracę urządzeń elektroenergetycznych – zwłaszcza wyłączników, ma wpływ jakość gazu. SF6 musi spełniać określone wymagania pod względem zawartości zanieczyszczeń (tabela 2.1), gdyż te mają wpływ na właściwości gazu.
Tabela 2.1. Wymagania dla technicznego SF6 wg PN-EN IEC 60376 [41]
| Substancja | Stężenie |
| SF6 | > 98,5 % objętościowo |
| Powietrze | < 10 000 μl/l (1 % objętościowo) |
| CF4 | < 4 000 μl/l (0,4 % objętościowo) |
| H2O | < 200 μl/l (200 ppmv) |
| Olej mineralny | < 10 mg/kg (10 ppmw) |
| Kwasowość całkowita | < 7 μl/l (7 ppmv) |
| ppmv = parts per million by volume (części na million objętościowo)
ppmw = parts per million by weight (części na million wagowo) |
|
Zanieczyszczenia w gazie muszą być ograniczone do takich ilości, aby pojedynczo lub łącznie nie stanowiły zagrożenia dla funkcjonowania urządzenia, w którym gaz ma być zastosowany. Na przykład woda (wilgoć), zanieczyszczenia kwaśne i tlen (gdy występują łącznie) mogą wywoływać korozję elementów, prowadzącą do niewłaściwego funkcjonowania urządzenia. Woda w obecności zanieczyszczeń kwaśnych może ulegać kondensacji w niskiej temperaturze i przy wysokim ciśnieniu pracy, co może zagrozić bezpieczeństwu pracy urządzenia pod względem elektrycznym. Ogólnie stopień zanieczyszczeń gazu ma wpływ na ilość i rodzaj wtórnych związków chemicznych tworzących się w czasie termicznego rozpadu SF6 (np. po wystąpieniu łuku).
Wydaje się oczywistym zalecenie, aby w eksploatacji urządzeń elektroenergetycznych z SF6 zapewnić napełnianie i dopełnianie gazem o sprawdzonej jakości – najlepiej od jednego dostawcy.
3. Stan SF6 w urządzeniach elektroenergetycznych.
Najczęściej stan SF6 w urządzeniu różni się od stanu gazu w czasie jego napełniania. Zawiera on zanieczyszczenia, które pojawiają się w różnych fazach przygotowania urządzenia do pracy i eksploatacji [34].
Zanieczyszczenia gazu w urządzeniu są spowodowane w różnym stopniu wskutek:
- niewłaściwego doboru materiałów konstrukcyjnych urządzenia, co może być przyczyną desorpcji wilgoci do gazu lub wytworzenia zanieczyszczeń po wtórnej reakcji chemicznej z rozłożonym SF6,
- błędów montażu fabrycznego,
- błędów montażu na miejscu zainstalowania,
- nieszczelności obudów i błędów w uzupełnianiu ubytków,
- rozpadu gazu w wyniku wyładowań elektrycznych i łuku łączeniowego,
- reakcji chemicznych zachodzących po wyładowaniach,
- działania wewnętrznych mechanizmów urządzenia [31, 32].
Oczywiście stan gazu w eksploatowanym urządzeniu w sposób zasadniczy zależy od jego funkcji użytkowej. Inny jest w przedziałach zamkniętych rozdzielnicy osłoniętej a inny w wyłączniku wysokonapięciowym i innym aparacie łączeniowym (np. rozłączniku). Omówienie tych zagadnień zróbmy w pierwszym rzędzie na podstawie przedstawionego poniżej typowego „schematu życia wyrobu”, jaki się analizuje najczęściej według procedur ekologicznych „Czystszej Produkcji” [44].
W takim „schemacie życia wyrobu” zwraca się uwagę na to jaki może być wpływ na stan zanieczyszczeń i zagrożenia nimi we wszystkich etapach istnienia wyrobu: od produkcji do likwidacji.
Konstruktor urządzenia może wpływać nie tylko na walory użytkowe projektowanego urządzenia, ale też na stan zawartego w nim gazu. Duże znaczenie ma właściwy dobór materiałów konstrukcyjnych i izolacyjnych. Chodzi zarówno o ich chemiczne reagowanie z SF6 (zwłaszcza z produktami rozpadu) jak i o eliminowanie materiałów porowatych – wchłaniających wilgoć i powietrze przed montażem i oddających te substancje do SF6. Wybór odpowiedniej konstrukcji uszczelnienia – o dużej skuteczności i trwałości, to ograniczenie ubytków gazu i możliwości wprowadzania zanieczyszczeń podczas jego uzupełniania [33, 34].
Tabela 3.1. Fazy życia wyrobu a stan zanieczyszczeń SF6
| Faza konstrukcji |
|
| Faza produkcji |
|
| Eksploatacja |
|
| Likwidacja |
|
W przypadku wyłączników jest niezwykle ważna optymalizacja komory gaszeniowej. Chodzi o skrócenie czasu łukowego (zmniejszenie energii dostarczanej przez łuk) i ograniczenie gazu do niezbędnej ilości. Ważny jest też wybór rodzaju i objętości adsorbentu – zapewniającego skuteczne funkcjonowanie w całym okresie eksploatacji. Podane zagadnienia powinny być rozstrzygnięte podczas badań konstruktorskich urządzenia.
Producent powinien zapewnić właściwą technologię wykonania elementów (gładkość powierzchni), oraz suchego i czystego montażu we wszystkich jego etapach. Podczas montażu należy ograniczyć do minimum kontakt elementów z wilgocią atmosferyczną, elementy przygotowane do montażu muszą być zamknięte w folii i magazynowane w suchym pomieszczeniu. W końcowej fazie montażu aparatów łączeniowych jest w nich instalowany adsorbent – jego jakość ma decydujący wpływ na późniejszy stan gazu. Na stan gazu, we wszystkich urządzeniach z SF6, ma wpływ zapewnienie doskonałej szczelności montażowej obudów, wykonanie wysokiej próżni (osuszenia wnętrza) przed napełnieniem i zachowanie zasad napełniania gazem.
Na omawiane wyżej warunki zapewnienia jakości nie ma w zasadzie wpływu użytkownik (poza wyborem dostawcy). Jego rola rozpoczyna się od montażu i uruchomienia urządzeń. Nawet jeśli montaż urządzeń na miejscu wykonuje dostawca, odbiorca powinien zapewnić odpowiednie warunki składowania (możliwie najkrótszego) i dozorować proces montażu. Odpowiednio musi być wykonane dopełnienie gazem (zgodnie z zasadami) i wykonanie badań odbiorczych (wg warunków odbioru). Ważne jest przestrzeganie w dalszej eksploatacji zasad instrukcji obsługi danego urządzenia. Bardzo ważne dla trwałości urządzenia i zawartości zanieczyszczeń w gazie jest prawidłowe wyrównywanie ubytków – tzn. uzupełnienie gazu.
Wyłączniki wysokonapięciowe z SF6 stanowią odrębny problem pod względem stanu gazu. Niezależnie od zanieczyszczeń technologicznych wprowadzanych do wnętrza wyłącznika, podobnie jak do przedziałów rozdzielnicy, pojawiają się produkty rozpadu gazu i ich wtórne związki chemiczne. W okresie eksploatacji należy przestrzegać, aby nie przekraczać granicznych wartości prądu wyłączalnego i granicznej liczby łączeń (wg wykresu zdolności łączeniowej znajdującego się w instrukcji obsługi). Rozpad gazu w wyniku wyładowań elektrycznych i łuku stanowi podstawową przyczynę powstawania związków toksycznych [35].
Głównym sposobem sprawdzenia stanu gazu – zwłaszcza w wyłącznikach jest pobranie próbki SF6 i jego diagnostyka – najlepiej chromatograficzna. Częstotliwość kontroli powinna być określona przez producenta aparatu. W zasadzie kontrola stanu gazu odbywa się co 1 do 5 lat – podczas okresowego przeglądu.
Kontrola stanu gazu w czasie eksploatacji powinna wykazać, że zawartość zanieczyszczeń nie osiąga wartości dopuszczalnych.
Tabela 3.2. Rodzaj i dopuszczalne ilości zanieczyszczeń występujące podczas
eksploatacji gazu wg PN-EN IEC 60480 [41]
| Substancja | Stężenie |
| SF6 | > 97 % objętościowo |
| Powietrze i/lub CF4 | < 30 000 μl/l (3 % objętościowo) |
| H2O | < 200 μl/l (200 ppmv) |
| Olej mineralny | < 10 mg/kg (10 ppmw) |
| Kwasowość | < 50 μl/l (50 ppmv) |
| ppmv = parts per million by volume (części na million objętościowo)
ppmw = parts per million by weight (części na million wagowo) |
|
W przypadku stwierdzenia podczas kontroli, że stężenie zanieczyszczeń przekracza poziom dopuszczalny należy wykonać zabieg wymiany gazu.
Faza ostatnia – demontaż urządzenia po jego pełnym wyeksploatowaniu lub uszkodzeniu, to najważniejszy etap pod względem zagrożenia dla personelu i środowiska – szczególnie w przypadku wyłączników najwyższych napięć. Prace te powinna wykonywać wyspecjalizowana ekipa z zachowaniem odpowiedniego reżimu.
Wyłączenie wyłącznika z eksploatacji nie musi łączyć się z demontażem biegunów na części w stacji rozdzielczej. Konieczne jest zawsze obniżenie ciśnienia gazu do niewielkiego nadciśnienia w stosunku do atmosferycznego. Zabieg ten należy wykonać przez odpompowanie gazu do butli.
Utrzymanie niewielkiego nadciśnienia w biegunach wyłącznika przygotowanego do transportu (np. do wytwórcy) ma na celu zapobieganie przedostaniu się wilgoci do wnętrza. Wilgoć powoduje:
- zmianę charakteru produktów proszkowych z osadów niezwiązanych z podłożem, na produkty lepkie i przyczepne do elementów wewnętrznych komory gaszeniowej. W tym przypadku pojawiają się także w większej ilości produkty hydrolizy,
- powstanie agresywnych gazowych produktów reakcji wtórnych, które cechują się działaniem korozyjnym na elementy konstrukcyjne i silnym oddziaływaniem toksycznym.
4. Rozpad SF6 spowodowany łukiem i wyładowaniami elektrycznymi.
Sześciofluorek siarki ma tak długo właściwości gazu obojętnego dokąd nie zostanie poddany działaniu termicznemu. Ma to miejsce w wyniku normalnej pracy wyłącznika (przerywanie obwodu elektrycznego, gaszenie łuku) i podczas awaryjnych wyładowań elektrycznych.
Przerywaniu prądu wysokonapięciowego obwodu elektrycznego towarzyszy zawsze konieczność zgaszenia łuku. W wyłączniku z SF6 odbywa się to najczęściej w strumieniu sprężonego gazu. Z racji wysokiej temperatury łuku nie jest do uniknięcia rozpad SF6.
Badania przewodności elektrycznej plazmy łuku [1,6] wykazują jej kolejne skoki: pierwszy w okolicy 2 000 – 2 100 K odpowiada połowicznej dysocjacji SF6 i pojawieniu się wolnej siarki, drugi, przy ok. 3 000 K, jest przypisywany dysocjacji SF2 i SF3. Trzeci, w strefie 15 000 – 20 000 K, wiąże się ze wzrastającym udziałem elektronów. Praktycznie po przekroczeniu ok. 4 000 K SF6 jest zdysocjowane na F i S. W tej sytuacji pojawiają się warunki do wtórnych reakcji chemicznych zachodzących wewnątrz komory gaszeniowej.
Pod wpływem łuku (i wyładowań iskrowych) mogą pojawiać się głównie następujące trwałe produkty rozpadu gazu: S, F2, SF2, S2F2, SF4 i S2F10, przy czym najwięcej SF4. W obecności śladów tlenu i pary wodnej (w tej temperaturze też dysocjują), niektóre produkty rozpadu, np. SF4, powodują powstawanie związków typu SOF2, a w obecności metali mogą powstawać fluorki metali [40]. Po spadku temperatury poniżej 1 000 K atomy intensywnie rekombinują tworząc różne związki, łącząc się z atomami metali, związkami pochodzącymi z tworzyw sztucznych itp. Gazowe i stałe związki: CuF2, AlF3, WF6, CF4, SF4 noszą nazwę związków pierwotnych i powstają podczas i natychmiast po wyładowaniu łukowym. Po zgaszeniu łuku atomy: siarki, fluoru, tlenu, wodoru, azotu, metali i węgla rekombinują i tworzy się głównie SF6, ale także inne związki, najczęściej: SOF2, SO2, HF, CF4, SF4, SO2F4. Po wyładowaniach o niskiej energii również S2F10 – gaz bardzo toksyczny i trudny do wykrycia, ale powstający w małych ilościach [21].
Powstające w wyłącznikach związki chemiczne są w znacznej ilości wchłaniane przez instalowane wewnątrz komór adsorbenty (Al2O3, sito molekularne, mieszanina NaOH + CaO). Masa adsorbentu jest tak dobierana, aby nastąpiło wchłonięcie wszystkich gazowych związków tlenowych oraz CF4, a zwłaszcza bardzo reaktywne SF4 i WF6, powstających podczas cykli łączeniowych w okresie trwałości styków. Produkty proszkowe (o średnicy od ok. 2mm), osadzające się na powierzchniach elementów komory gaszeniowej, to głównie fluorki metali (np. CuF2, WO3). Określono, że ilość rozłożonego SF6 i wytworzonego SOF2 jest proporcjonalna do energii łuku. stwierdzono, że 1 kJ energii rozkłada w przybliżeniu 2,7 cm3 SF6 i powoduje powstanie ok. 1,5 cm3 SOF2 [15].
W przedziałach rozdzielnicy osłoniętej, w których nie zachodzą procesy łączeniowe, nie powinna następować degradacja gazu. Jedyną przyczyną pojawienia się tu rozpadu SF6 mogą być wyładowania koronowe niezupełne – spowodowane przez defekty, wady izolacji. Mogą one występować lokalnie w wielu częściach rozdzielnicy na bardzo niskim poziomie energetycznym, lecz długotrwale.
Wyładowania niezupełne rozkładają SF6 głównie na dwa związki – SF4 i F, które później w następstwie reakcji ze śladami tlenu (O2) i wody (H2O) sformują związki chemiczne takie jak HF, SO2, SO4 i SO2F2. Powstają też, ale w bardzo małych ilościach, wyższe chemiczne związki cząsteczkowe jak S2F10, S2OF10 i S2O2F10 [21].
Z powodu niskiej energii, małej intensywności wyładowań, ilość produktów rozpadu, które powstają w urządzeniach są bardzo niskie, rzędu kilkudziesięciu ppmV, przy ciśnieniu napełnienia SF6 na poziomie ok. 500 kPa (a więc większym niż stosuje się w rozdzielnicach). W normalnych warunkach eksploatacji i prawidłowej szczelności obudów nie stanowi to zagrożenia dla personelu.
Źródłem największej ilości produktów rozpadu SF6 w rozdzielnicach są wewnętrzne zwarcia łukowe, którym towarzyszy wydzielenie wielkiej energii z łuku do gazu w zamkniętej przestrzeni, do czasu zadziałania zabezpieczeń i wyłączenia zwarcia. Wiąże się to ze wzrostem ciśnienia, rozładowanego wyrwaniem membrany ochronnej lub przez otwór wytopiony w obudowie. Zachodzące zjawiska chemiczne są podobne w tym przypadku do występujących przy łuku łączeniowym, mogą zachodzić jednak dodatkowe reakcje na skutek stykania się gorącego, zjonizowanego gazu z metalami i innymi materiałami niż stosowane w komorach gaszeniowych wyłączników. Gaz wydostający się na zewnątrz obudowy wchodzi również w reakcje z otaczającą atmosferą, zawierającą między innymi parę wodną, O2 i N2. Rodzaj powstałych produktów chemicznych i ich stężenie zależą od konstrukcji i zastosowanych materiałów, natężenia prądu, czasu palenia się łuku, czasu, który upłynął od wyładowania [3].
Stan poawaryjny z wydostaniem się gazu i jego produktów rozpadu do atmosfery pomieszczenia stanowi największe zagrożenie dla ludzi i wymaga zastosowania właściwej procedury bezpieczeństwa.
W celu podsumowania tego zagadnienia podano w tabeli 4.1 zestawienie i ogólną charakterystykę produktów rozpadu SF6 powstałych w różnych okolicznościach. Należy jednak pamiętać, że rodzaj produktów rozpadu i ich stężenie zależą od bardzo wielu czynników – trudnych do ujęcia ilościowego [4].
Tabela 4.1. Orientacyjna charakterystyka większości produktów rozpadu SF6 powstających w urządzeniach elektroenergetycznych [6, 8, 19]
| Źródło produktów | Główne produkty rozpadu SF6 | Toksyczność
(oceniona) |
Podatność na reagowanie
z wilgocią atmosfery |
||
| wzór
chemiczny |
stan | ilość | |||
| Gorące styki | SOF2
SO2F2 SO2 |
gazowy
gazowy gazowy |
mała
mała mała |
wysoka
niska średnia |
średnia
mała mała |
| Wyładowania niezupełne | SOF2
SF4 HF SO2 SOF4 S2F10 |
gazowy
gazowy gazowy gazowy gazowy gazowy |
mała
mała b. mała b. mała b. mała b. mała |
wysoka
średnia średnia średnia wysoka wysoka |
średnia
mała mała mała mała mała |
| Łuk łączeniowy przy małym prądzie wyłączanym | SOF2
SOF4 SO2F2 |
gazowy
gazowy gazowy |
mała
mała mała |
wysoka
wysoka niska |
średnia
średnia mała |
| Łuk łączeniowy przy dużym prądzie wyłączanym | SF4
WF6 SOF2 CF4 HF CuF2 WO3 |
gazowy
gazowy gazowy gazowy gazowy stały stały |
średnia
średnia średnia średnia mała średnia średnia |
średnia
wysoka wysoka nietoksyczny średnia nietoksyczny nietoksyczny |
duża
duża średnia żadna mała żadna żadna |
| Łuk wewnętrzny | HF
SF4 CF4 ACF3* FeF3* |
gazowy
gazowy gazowy stały stały |
średnia
duża średnia duża duża |
średnia
średnia nietoksyczny średnia nietoksyczny |
mała
duża żadna średnia żadna |
| *w zależności od materiału obudowy | |||||
Do 150◦C materiały jak: metale, szkło, guma, tworzywa sztuczne, są całkowicie odporne na działanie SF6. W temperaturze 400¸600◦C następuje reakcja SF6 z metalami. Poniżej tej temperatury jeszcze nie występują produkty rozpadu. Produkty rozpadu, które pojawią się w SF6, zdecydowanie bardziej są korozyjne niż sam gaz, zwłaszcza w obecności wilgoci. Metale są intensywnie atakowane przez związki, ale podatność na korozję jest zależna od stężenia i nie jest szczególnie duża. Niektóre materiały nieorganiczne, np. szkło, porcelana, papier izolacyjny, są bardzo podatne na korozję. Inne, np. epoksydowe odlewy, PTFE (teflon), PCV, są zdecydowanie bardziej odporne. Wilgoć bardzo przyspiesza korozję. Stąd wniosek: części demontowane z urządzeń nie pozostawiać nie oczyszczonych i nie osuszonych [8].
Należy podkreślić, że zagadnienie odporności materiałów było szczególnie ważne w początkowym okresie projektowania i produkcji urządzeń z SF6. Na przykład do wyłączników napowietrznych opracowano specjalną porcelanę (na bazie Al2O3), która jest w pełni odporna na produkty rozpadu SF6 nawet bez polewy (wewnątrz komory). Odrębny program dotyczył również opracowania odpowiedniej gumy na uszczelki. W każdym programie badawczym materiałów brano pod uwagę fakt, że urządzenia z SF6 mają pracować 20, 30 lub więcej lat [36].
5. SF6 a środowisko naturalne.
Powszechne stosowanie na świecie SF6 w aparatach elektroenergetycznych wywołuje często obawy, w jakim stopniu gaz ten i jego produkty rozpadu, zagrażają globalnemu środowisku naturalnemu. Przedmiotowa literatura poświęcona zagadnieniom wpływu SF6 na środowisko naturalne [19, 20] wiele zagadnień wyjaśnia.
Najbardziej szczegółowo analizuje się dwa zagadnienia mając na uwadze wpływ SF6 na środowisko naturalne:
- jak użycie SF6 przyczynia się do powstawania efektu cieplarnianego,
- jak bardzo użycie SF6 przyczynia się do zanikania w stratosferze warstwy ozonowej.
W analizie tego wpływu [18, 19, 20] wzięto pod uwagę, że:
- około 80 % rocznej produkcji SF6 jest przeznaczona dla przemysłu elektrycznego, zatem pytanie o wpływ na atmosferę SF6 stosowanego w elektroenergetyce jest uzasadnione,
- SF6 stosowane w przemyśle elektroenergetycznym jest przechowywany w zamkniętych naczyniach (rozdzielnice, wyłączniki) i w butlach,
- przyczynami emisji spowodowanej przez urządzenia elektroenergetyczne z SF6 są jedynie błędy obsługi lub wyciek wskutek nieszczelności urządzeń. Przyczyny te są minimalizowane dzięki szkoleniu personelu i wysokiej szczelności urządzeń.
Stwierdza się, że gaz SF6 nie uczestniczy w efekcie stratosferycznego rozkładu ozonu – nie ulega bowiem aktywności fotolitycznej, bo nie ma w swym składzie atomów chloru.
Jednak SF6, podobnie jak wiele innych gazów np. CO2 lub CFCs, absorbuje promieniowanie podczerwone w obszarze atmosfery, w którym występuje to widmo promieniowania, jego obecność w atmosferze może przyczynić się do tak zwanego wtórnego sztucznego napromieniowania podczerwonego, powracającego w dolne partie atmosfery, powodującego efekt cieplarniany.
Należy jednak podkreślić, iż omawiany wyżej efekt cieplarniany jest wywoływany sztucznie, powiększany przez działalność człowieka, w odróżnieniu od naturalnego ocieplania powodowanego przez wydzielającą się parę wodną, CO2 itp.
Wpływ SF6 na globalne ocieplenie zależy od:
- jego stężenie w atmosferze, które jest z kolei zdeterminowane przez to, jaką ilość gazu uwolniono do atmosfery, a także przez to, jak długo SF6 zachowuje w atmosferze swoje właściwości,
- jego właściwości absorpcyjnych – w obszarze w którym występuje widmo promieniowania podczerwonego.
Pozostaje jeszcze do omówienia zagadnienie wprowadzania do środowiska produktów rozpadu SF6 i ich na nie oddziaływanie. Otóż o ile samo SF6 jest gazem bardzo stabilnym chemicznie i pozostaje w atmosferze bardzo długo, bo nie wchodzi w żadną reakcję, która by prowadziła do degradacji tego gazu, to związki powstające w wyniku rozpadu SF6, które mogą być wytwarzane w czasie wyładowań niezupełnych, iskrowych i łukowych, są niegroźne dla środowiska, jako że są one silnie reaktywne i niezwykle szybko przekształcane są w nieszkodliwe dla środowiska produkty końcowe. Do tego dochodzi fakt znacznej adsorpcji produktów rozpadu i ich związków wtórnych w filtrach urządzeń, w których powstają i tylko niewielka ich ilość dostaje się do atmosfery wskutek nieszczelności. Oczywiście jest tak pod warunkiem wyeliminowania świadomej ewakuacji gazu z urządzeń przez człowieka. Awarie łukowego wytopienia obudów, z niekontrolowanym wyrzutem gazu i jego produktów rozpadu do atmosfery, są niezwykle rzadkie – urządzenia z SF6 są bardzo pewne [39].
Przeciwnicy stosowania SF6 ze względu na jego oddziaływanie na środowisko naturalne, w tym produkty rozpadu gazu, zakładają, że cała wyprodukowana ilość SF6 zostanie ostatecznie uwolniona do atmosfery. Jednakże w przeciwieństwie do innych wytwarzanych przez człowieka gazów, SF6 używany w urządzeniach elektroenergetycznych jest przechowywany w sposób właściwy, a działanie instalacji i sprzętu dodatkowego zapewnia, że wypuszczenie SF6 do atmosfery jest niemożliwe. Do takiej tezy upoważnia wprowadzanie do praktyki regeneracji SF6 – procesu przywracania zdolności stosowania SF6 w aparatach [30].
Należy podkreślić, że w przeszłości regeneracja SF6 nie była szeroko praktykowana z następujących powodów:
- producenci i użytkownicy SF6 nie byli w pełni świadomi w kwestii ochrony środowiska,
- nie zdefiniowano klarownie, jasno, procedur i technologii regeneracji,
- nie opracowano norm (procedur) dla SF6 odzyskanego na miejscu zainstalowania urządzeń elektroenergetycznych z SF6 lub w fabryce,
- przedostanie się SF6 do atmosfery w przeszłości nie było wystarczająco analizowane [39].
Wszystkie powyższe powody straciły już znaczenie. Ostatnie przeprowadzone przez CIGRE ankiety obrazują, że większość użytkowników urządzeń elektroenergetycznych z SF6 jest świadoma konieczności ochrony środowiska naturalnego. Unikają oni uwolnienia SF6 do atmosfery i rozpoczęli systematyczne odzyskiwanie SF6 w miejscu zainstalowania urządzeń. Natomiast norma PN-EN IEC 60480 jasno i klarownie definiuje procesy odzysku, regeneracji i certyfikacji gazu SF6.
Co zatem powinniśmy robić, jeżeli świadomie chcemy w dalszym ciągu stosować SF6 w aparatach elektrycznych:
- SF6 nie może być rozmyślnie wypuszczany do atmosfery,
- straty SF6 z urządzeń elektrycznych są zmniejszane dzięki ulepszeniom konstrukcji i powinny być dalej minimalizowane dzięki odpowiedniemu montażowi i prawidłowym procedurom obsługiwania,
- SF6 powinien być poddawany regeneracji,
- powinny być ściśle przestrzegane normy dotyczące procedur regeneracji i czystości SF6 [39].
Realizacja tych postulatów jest oczywiście uzależniona od świadomości w zakresie zagadnień stosowania SF6 – poczynając od kierownictwa stacji elektroenergetycznych, po personel techniczny.
6. Rozdzielnice izolowane SF6.
Rozdzielnice osłonięte najwyższych napięć to podstawowy powód zastosowania sześciofluorku siarki w urządzeniach elektroenergetycznych. Zadecydowały, jak wcześniej podano, dobre własności izolacyjne tego gazu. Z chwilą zastosowania tego gazu stało się możliwe konstruowanie rozdzielnic wysokonapięciowych w obudowach – na wzór rozdzielnic niskiego napięcia – zwanych często okapturzonymi.
Technologia opierająca się na SF6 ma kilka istotnych zalet [20]:
- dzięki wykorzystaniu dobrej zdolności izolacyjnej i wyłączeniowej sześciofluorku siarki wymiary urządzeń zostały znacznie zredukowane. To z kolei pozwala na:
- zmniejszenie obszaru zajmowanego przez instalację i polepszenie rozplanowania stacji elektroenergetycznej,
- znaczne ograniczenie liczby części składowych, co wiąże się ze zmniejszeniem zużycia surowców i energii w produkcji, procesie technologicznym, obróbce, użytkowaniu i likwidacji,
- hermetyczna obudowa szynoprzewodów wysokonapięciowych w uziemionych osłonach sprawia, iż system oparty na wykorzystaniu SF6 jest niezależny od zanieczyszczeń atmosferycznych i procesów degradacyjnych, a także umożliwia:
- znaczne wydłużenie czasu niezawodności sprzętu,
- znacznie ograniczone wymagania odnośnie konserwacji, przeglądów i napraw, w rezultacie większa niezawodność, wytrzymałość i dyspozycyjność – czyli stała gotowość do działania,
- ograniczenie strat energii i zagrożenia pożarowego.
Powyższe stwierdzenia pokazują, abstrahując od znakomitych parametrów technicznych, pewności działania i aspektów ekonomicznych, że izolacja SF6 nie ma żadnych alternatywnych rozwiązań, które by ją przewyższały z ekologicznego punktu widzenia. To pozwala na zastosowanie najbardziej korzystnych rozwiązań jeżeli mamy na uwadze okoliczności środowiskowe występujące podczas całego cyklu użytkowania, oraz całkowite koszty [20].
Konstrukcje osłoniętych rozdzielnic wysokonapięciowych zaczęto od budowy rozdzielnic na napięcie 123 kV. Szczelnie osłonięta rozdzielnica wysokonapięciowa z izolacją gazową SF6 wygląda jak konglomerat metalowych rur i zbiorników o znacznych wymiarach [10, 11].
Aby móc ocenić całość takiej budowy, trzeba wprowadzić szereg specyficznych kryteriów klasyfikacyjnych, nie stosowanych na ogół przy innym wykonaniu rozdzielnic. Te kryteria klasyfikacyjne mieszczą się w obrębie kilku najważniejszych grup zagadnień. Pomijając aspekty drugorzędne, podział rozdzielnic można przedstawić następująco:
- ze względu na sposób izolowania szyn zbiorczych:
- rozdzielnice z szynami zbiorczymi izolowanymi jednobiegunowo,
- rozdzielnice z szynami zbiorczymi izolowanymi trójbiegunowo,
- ze względu na układ szyn zbiorczych:
- pojedynczy układ szyn zbiorczych,
- podwójny układ szyn zbiorczych,
- ze względu na zdolność łączenia zastosowanego łącznika:
- rozdzielnice (pola) wyłącznikowe,
- rozdzielnice (pola) rozłącznikowe,
- ze względu na sposób ustawienia wyłączników:
- rozdzielnice z wyłącznikami poziomymi,
- rozdzielnice z wyłącznikami pionowymi,
- ze względu na konstrukcję nośną:
- rozdzielnice z odrębną konstrukcją nośną,
- rozdzielnice „samonośne” (osłony stanowią jednocześnie konstrukcję nośną),
- konstrukcja złożona, specjalna konstrukcja podporowa i na niej obudowy pola,
- ze względu na miejsce zainstalowania rozdzielnicy:
- rozdzielnice wnętrzowe,
- rozdzielnice napowietrzne.
- ze względu na rodzaj wyłącznika:
- wyłączniki z czynnikiem gaszeniowym SF6,
- wyłączniki próżniowe [9].
Poszczególni producenci projektowali tak poszczególne składniki (elementy) rozdzielnic, aby były możliwe różne kompozycje rozdzielnic, różne aparaty łączeniowe, różne układy i przyłącza (kable, linie napowietrzne. W przypadku rozdzielnic osłoniętych na najwyższe napięcia stosuje się z reguły kompozycję polową. Są one instalowane najczęściej w pomieszczeniach. Ocenia się, że ze względu na kompozycję rozdzielnicy, najkorzystniejsze jest odprowadzenie kabla ku dołowi. Wówczas szyny zbiorcze umieszcza się u góry. Przy dużych stacjach stosuje się najczęściej podwójny system szyn zbiorczych i we wszystkich takich rozwiązaniach kable odprowadzane są w dół.
Rozdzielnica osłonięta ma te same zestawy aparatów co rozdzielnica konwencjonalna, ale o innej konstrukcji – właściwej do zastosowania w zamkniętej obudowie i do izolowania SF6. Dlatego podstawowa zaleta rozdzielnic osłoniętych izolowanych SF6 to ich zdecydowanie mniejszy gabaryt.
Analizując konstrukcje rozdzielnic różnych producentów dostrzega się pewne różnice „architektoniczne” w konstrukcji, ale nie ma to istotnego wpływu na ich funkcjonowanie. Zauważamy stosowanie obudów ze stali nierdzewnej i niemagnetycznej, aluminiowych zwijanych, aluminiowych odlewanych. Producenci zwykle podkreślają wyższość wybranego rodzaju obudowy.
Oczywiście producenci nie poprzestali na budowie rozdzielnic 123 kV. Później czołowe firmy instalowały rozdzielnice 245 kV, 300 kV i 525 kV. Najważniejsze jest to, że ze wzrostem napięcia znamionowego zwiększa się stosunek gabarytów rozdzielnic w rozwiązaniu tradycyjnym do gabarytów rozdzielnicy osłoniętej. W efekcie ogranicza się wielokrotnie powierzchnia zajmowana przez rozdzielnicę i uwidacznia się całkowity efekt ekonomiczny instalacji dzięki zmniejszeniu kosztów gruntów.
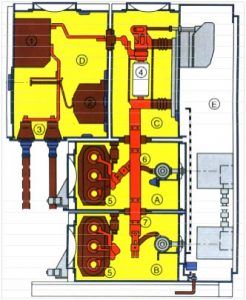
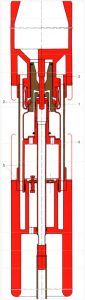
W przypadku rozdzielnic osłoniętych najwyższych napięć, szczególnie istotny jest fakt, dużej pewności jej działania (mała awaryjność), gdyż eliminuje się zagrożenie czynnikami zewnętrznymi (zanieczyszczenia, wyładowania atmosferyczne, pęknięcie izolatorów, ptaki itd.). W celu przybliżenia czytelnikowi nieco szczegółów rozwiązań konstrukcyjnych wnętrza rozdzielnicy osłoniętej, wybieramy jako przykład rozdzielnicę zainstalowaną już w Polsce, tzn. rozdzielnicę firmy ABB (rys. 6.1) [38].
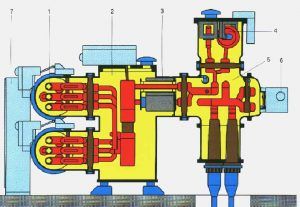
Rysunek 6.1. Przekrój pola wyłącznikowego z linią kablową rozdzielnicy 123 kV typu ELK-0 (ABB), 1 – podwójny układ szyn zbiorczych, 2 – wyłącznik, 3 – przekładnik prądowy, 4 – przekładnik napięciowy, 5 – komora przyłącza kablowego, odłącznika i uziemnika, 6 – napęd odłącznik – uziemnik, 7 – szafa sterownicza [38]
Podstawowe parametry przedstawianej rozdzielnicy:
- napięcie znamionowe: 72,5 – 170 kV,
- prąd znamionowy : 1250 – 3150 A,
- ciśnienie SF6 poza wyłącznikiem (absolutne) : 420 kPa,
- prąd wyłączalny wyłącznika: 25/31,5/40 kA,
- ciśnienie SF6 w wyłączniku: 600 kPa.
Aby docenić walory miniaturyzacji tego rodzaju rozdzielnic należy zwrócić uwagę na wymiary pola i niezbędnego dla niego – minimalnego pomieszczenia – co pokazuje rys. 6.2 [38].
Rysunek 6.2 przedstawia rzut z góry i z boku rozdzielnicy pięciopolowej w układzie H (firmy ABB), zawierającej:
- w polach linii zasilających F1 i F4:
- wyłącznik,
- odłącznik – uziemnik po obu stronach wyłącznika,
- uziemnik od strony linii zasilających,
- przekładniki: prądowy i napięciowy,
- w polu sprzęgłowym F3:
- wyłącznik z przekładnikiem prądowym,
- odłącznik – uziemnik po obu stronach wyłącznika,
- a w polach odpływowych F2 i F5:
- odłącznik – uziemnik od strony szyn zbiorczych,
- uziemnik od strony odpływu,
- przekładnik napięciowy [38].
Każdy, kto zna jak wygląda i ile zajmuje miejsca rozdzielnica pięciopolowa (w układzie H) w wykonaniu konwencjonalnym, musi przyznać, że rozdzielnica osłonięta – izolowana SF6, zajmuje wielokrotnie mniej miejsca.
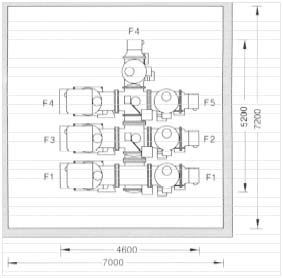
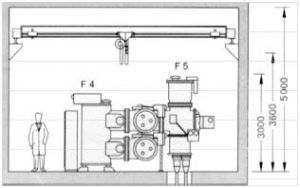
Rys. 6.2. Gabaryt rozdzielnicy ELK-0 (układ H) i wymiary minimalne pomieszczenia [38]
Z punktu widzenia użytkownika, należy zwrócić uwagę, że na przedstawianych rysunkach 6.1 i 6.2, widać właściwe zainstalowanie tzw. wyrzutników (membran) tzn. prawidłowo skierowanych w górę. Membrana ma osłonę w formie stalowego grzybka, zabezpieczającą przed uszkodzeniem zewnętrznym membrany i jej niekontrolowanym wyrzutem podczas rozładowania ciśnienia w przedziale rozdzielnicy lub wyłącznika. Jest niedopuszczalne, ze względu na bezpieczeństwo personelu, aby wyrzutniki były skierowane tak, że w przypadku wydmuchu gazu będzie on skierowany w stronę przebywającego w pomieszczeniu człowieka.
Wszędzie tam, gdzie popełniono błąd polegający na niewłaściwym skierowaniu wyrzutników – grożącym uderzeniem membraną lub strumieniem gazu w człowieka, należy wykonać specjalne osłony ochronne.
Jako kolejny szczegół wnętrza rozdzielnicy, zostanie omówiony rozłącznik rozdzielnicy typu ELK-0 (rys. 6.3) [38].
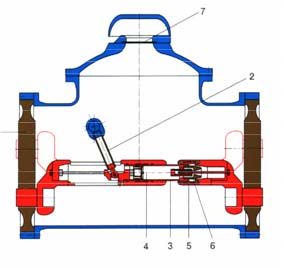 Rysunek 6.3. Przekrój rozłącznika rozdzielnicy ELK-O (ABB); 1 – izolator działowy, 2 – izolator napędowy, 3 – cylinder. 4 – przestrzeń sprężania, 5 – styki prądu ciągłego, 6 – styki opalne, 7 – membrana bezpieczeństwa (wyrzutnik) z osłoną [38]
Rysunek 6.3. Przekrój rozłącznika rozdzielnicy ELK-O (ABB); 1 – izolator działowy, 2 – izolator napędowy, 3 – cylinder. 4 – przestrzeń sprężania, 5 – styki prądu ciągłego, 6 – styki opalne, 7 – membrana bezpieczeństwa (wyrzutnik) z osłoną [38]
Rozłącznik jest przewidziany do wyłączania prądu roboczego, a gaszenie łuku elektrycznego następuje dzięki podmuchowi sprężonego samoczynnie w cylindrze gazu SF6. Podczas otwierania, napęd cięgnem izolacyjnym (2), przenosi ruch na ruchomy styk(5) i cylinder (2). Powoduje to otwieranie styków opalnych (6) i wdmuchiwanie w dyszę gazu sprężanego w cylindrze w przestrzeni sprężania (4) (tłok jest nieruchomy). Dyskowe izolatory epoksydowe (1) oddzielają szczelnie przestrzeń rozłącznika od pozostałych przedziałów rozdzielnicy i stanowią podpory toru prądowego. Zapewnienie szczelności między rozłącznikiem (podobnie wyłącznikiem) i rozdzielnicą ma znaczenie ze względu na wyeliminowanie możliwości zanieczyszczenia gazu w rozdzielnicy produktami rozpadu z rozłącznika (wyłącznika). Membrana (7) ulega wyrwaniu, gdy w zbiorniku ciśnienie gazu przekroczy wartość dopuszczalną.
Niezbędnymi aparatami rozdzielnicy są odłącznik i uziemnik. Najczęściej obie funkcje są zawarte w jednym aparacie. Podstawową konstrukcję tego aparatu firmy ANSALDO przedstawia rys. 6.4. Styki ruchome odłącznika (pionowo) i uziemnika (poziomo) mają oddzielne napędy. Oczywiście jest wzajemna blokada napędów, uniemożliwiająca równoczesne zamknięcie obu aparatów [38].
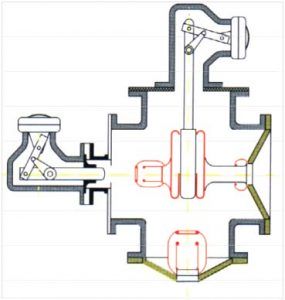 Rysunek 6.4. Zespół rozdzielnicowy: odłącznik – uziemnik; firmy ANSALDO (Włochy) [38]
Rysunek 6.4. Zespół rozdzielnicowy: odłącznik – uziemnik; firmy ANSALDO (Włochy) [38]
W początkowym okresie instalowania rozdzielnic osłoniętych były dość powszechne obawy co do spełnienia wymogu widocznej przerwy odłączników. W rozdzielnicach osłoniętych spełnienie tego warunku nie było możliwe. Stan (położenie) odłącznika jest sygnalizowany wskaźnikiem. I tylko on służy do wzrokowej oceny stanu zamknięcia – otwarcia aparatu. Odłączniki nowoczesnych rozdzielnic z SF6 są aparatami o bardzo dużej pewności działania, a przerwa elektryczna w gazie zapewnia wystarczającą wytrzymałość. Wyjątkowo ostre wymagania w zakresie bezpieczeństwa przerwy odłącznikowej postawiła energetyka francuska.
Producenci (np. Delle-Alsthom) musieli zastosować w swych odłącznikach ekrany izolacyjne, które w stanie otwarcia odłącznika wsuwały się między styki, zapewniając koordynację izolacji przerwy. Obecnie rozwiązanie odłącznika z ekranem izolacyjnym nie znalazło naśladowców – uznano go za zbędnie komplikujące konstrukcję.
W rozdzielnicach osłoniętych z SF6 najbardziej newralgicznymi elementami są izolatory i uszczelnienia.
Izolatory – wykonywane najczęściej jako odlewy epoksydowe, muszą spełniać wymagania w zakresie:
- wytrzymałości mechanicznej,
- wytrzymałości dielektrycznej powierzchniowej i wskroś materiału,
- odporności na produkty rozpadu SF6 [12].
Należy podkreślić, że spełnienie dwóch ostatnich warunków w pewnym zakresie zależy od czystości montażu i napełnienia rozdzielnicy. Przestrzeganie zasad w tym względzie ma szczególnie znaczenie przy ewentualnych remontach wymagających demontażu izolatorów. Ponowny montaż musi odbywać się przy zachowaniu wyjątkowej czystości. Nawet śladowe zanieczyszczenia powierzchni izolatorów (np. potem z rąk) może być powodem wyładowań niezupełnych, a w konsekwencji wytwarzanie toksycznego S2F10 podczas eksploatacji. Uszczelnienia urządzeń z SF6 warunkują długotrwałą eksploatację bez potrzeby dopełniania gazem. Eliminuje to lub wydatnie ogranicza możliwość w prowadzenia do gazu zanieczyszczeń z zewnątrz (powietrze, wilgoć). W przypadku potrzeby demontażu i ponownego montażu nie wolno montować wcześniej używanych uszczelek (tylko nowe – właściwego typu) i montaż musi być szczególnie czysty.
Dobre doświadczenia z wykorzystaniem SF6 jako izolacji w rozdzielnicach osłoniętych najwyższych napięć, spowodowały podjęcie prac nad konstrukcjami rozdzielnic izolowanych na średnie napięcie, to znaczy 12 kV; 17,5; kV; 24 kV; 36 kV itp.
W tym zakresie napięcia ukształtowały się w zasadzie dwa rodzaje konstrukcji:
- konstrukcje „rurowe” o zbliżonej koncepcji jak rozdzielnic 123 kV,
- konstrukcje „szafowe” o zbliżonej koncepcji jak rozdzielnice prefabrykowane konwencjonalne [22].
W pierwszym przypadku (rys. 6.5) rozdzielnica jest zbudowana w zasadzie z aparatów dostosowanych do techniki SF6 – tzn. projektowanych do danego typu rozdzielnicy. Wyjątek stanowi wyłącznik. Jest to najczęściej typowy wyłącznik próżniowy, dostosowany do zainstalowania w rozdzielnicy z SF6. Wybór tego typu wyłącznika do rozdzielnicy osłoniętej ma na celu zapewnienie dużej trwałości łączeniowej aparatu (właściwej dla wyłączników próżniowych) bez potrzeby przeglądów konserwacyjnych [38].
Rozdzielnica ta ma te same zalety co rozdzielnica osłonięta najwyższych napięć: zmniejszone gabaryty, ograniczona awaryjność, bezpieczeństwo obsługi (wyeliminowanie zagrożenia porażeniowego) itd. Zautomatyzowanie czynności manewrowych daje możliwość praktycznie bezobsługowej eksploatacji rozdzielnicy [38].
Ciśnienie gazu SF6 w tego rodzaju rozdzielnicach jest dość niskie co ułatwia zachowanie szczelności i ogranicza ubytki gazu z obudów.
Rozdzielnica tego typu jest dostosowana na ogół do pracy w temperaturze od –5◦C do 35◦C, a więc w warunkach wnętrzowych.
 Rysunek 6.5. Rozdzielnica osłonięta z izolacją SF6 na napięcie 12 ¸ 36 kV (z wyłącznikiem próżniowym) w obudowach „rurowych” firmy GEC ALSTHOM; 1 – podwójny układ szyn zbiorczych, 2 – odłącznik trójbiegunowy, 3 – przedział wyłącznika próżniowego, 4 – mufa kablowa, 5 – kabel WN, 6 – przekładnik prądowy, 7 – przekładnik napięciowy, 8 – ogranicznik przepięć, 9 – napęd wyłącznika, 10 – napęd odłącznika, 11 – tablica pomiarowo – kontrolna [38]
Rysunek 6.5. Rozdzielnica osłonięta z izolacją SF6 na napięcie 12 ¸ 36 kV (z wyłącznikiem próżniowym) w obudowach „rurowych” firmy GEC ALSTHOM; 1 – podwójny układ szyn zbiorczych, 2 – odłącznik trójbiegunowy, 3 – przedział wyłącznika próżniowego, 4 – mufa kablowa, 5 – kabel WN, 6 – przekładnik prądowy, 7 – przekładnik napięciowy, 8 – ogranicznik przepięć, 9 – napęd wyłącznika, 10 – napęd odłącznika, 11 – tablica pomiarowo – kontrolna [38]
Drugie rozwiązanie konstrukcyjne rozdzielnic izolowanych SF6 opiera się na koncepcji rozdzielnic prefabrykowanych z typowymi najczęściej aparatami. Sześciofluorek siarki spełnia zadanie izolacji doziemnej i międzybiegunowej. Z racji lepszej wytrzymałości elektrycznej i przewodności cieplnej SF6 od powietrza, rozdzielnice te mogą być o mniejszych gabarytach w porównaniu do tradycyjnych.
 Rysunek 6.6. Rozdzielnica osłonięta izolowana SF6 typu ZV2 36 kV (firmy ABB), (kolor żółty – przedział wypełniony sześciofluorkiem siarki), A i B – przedziały szyn zbiorczych i odłączników, C – przedział wyłącznika, E – szafa napędów i sterowania, 1 – przekładnik prądowy, 2 – przekładnik napięciowy, 3 – przepust kablowy, 4 – wyłącznik próżniowy, 5 – szyny zbiorcze, 6 – odłącznik – uziemnik szyn zbiorczych, 7 – odłącznik szynowy [38]
Rysunek 6.6. Rozdzielnica osłonięta izolowana SF6 typu ZV2 36 kV (firmy ABB), (kolor żółty – przedział wypełniony sześciofluorkiem siarki), A i B – przedziały szyn zbiorczych i odłączników, C – przedział wyłącznika, E – szafa napędów i sterowania, 1 – przekładnik prądowy, 2 – przekładnik napięciowy, 3 – przepust kablowy, 4 – wyłącznik próżniowy, 5 – szyny zbiorcze, 6 – odłącznik – uziemnik szyn zbiorczych, 7 – odłącznik szynowy [38]
Na rys. 6.6 jest pokazana, jako przykład konstrukcji „szafowej”, rozdzielnica typu ZV2 z podwójnym układem szyn zbiorczych, na napięcie do 36 kV (firmy ABB) i prąd ciągły 1250 ¸ 2500 A. Gabaryt takiego pola to: wysokość 2250 mm, szerokość 750 mm, głębokość 1600 mm. Ciśnienie SF6 (absolutne, przy 200C): znamionowe – 1,2 bar, dolne pracy 1,1 bar, wytrzymywanego napięcia probierczego – 1,0 bar. Wypełnienie gazem jednego pola wymaga ok. 10 kg SF6 [38].
Temperatura pracy rozdzielnicy: od –5◦C ¸ 35◦C.
Z podanych wyżej wartości ciśnienia SF6 wynika, że nadciśnienie gazu w porównaniu do ciśnienia atmosferycznego jest znikome, co oznacza, że szczelność układu jest łatwa do uzyskania.
W obu rozdzielnicach, pokazanych jako przykłady rozwiązań konstrukcyjnych, są instalowane wyłączniki próżniowe. Na pierwszy rzut oka może wydawać się to dziwne. Jednak okazało się, że mimo zastosowania izolacji w postaci SF6, jest uzasadnione montowanie w tego typu rozdzielnicach wyłączników próżniowych. Wynika to, jak już wcześniej wspomniano, z potrzeby większej trwałości łączeniowej aparatu bez potrzeby wykonywania zabiegów konserwacyjnych, oraz możliwości uzyskania mniejszych gabarytów pola [23].
Zastosowanie wyłączników próżniowych w tych rozdzielnicach ma jeszcze jedno bardzo ważne znaczenie: brak praktycznie produktów rozpadu SF6 (jak w wyłącznikach z SF6) i nawet przy wyciekach gazu do atmosfery w pomieszczeniu nie ma zagrożenia toksycznego dla ludzi. Zwłaszcza, że przy tym napięciu trudno oczekiwać wyładowań niezupełnych w przedziałach wypełnionych SF6 [23].
Stąd widać, że w przypadkach obu typów rozdzielnic, zagrożenie może być tylko w wyniku łuku wewnętrznego i eksplozji osłony – a to na tym poziomie napięcia i pewności konstrukcji jest prawie niemożliwe [24, 25].
7. Wyłączniki z SF6.
Pierwsze wyłączniki, w których zastosowano sześciofluorek siarki jako czynnik gaszący łuk elektryczny powstały o około 10 lat wcześniej, niż rozdzielnice izolowane tym gazem. Wyniki badań gaszenia łuku w SF6 stały się zaczynem do pomysłu konstruowania wyłączników na najwyższe napięcia. Pierwszy wyłącznik wprowadziła do eksploatacji firma Westinghouse w pierwszej połowie lat pięćdziesiątych (na 115 kV). Był to wyłącznik sześcioprzerwowy, z pojemnościowym sterowaniem rozkładu napięcia [26, 27].
Na rysunku 7.1 jest pokazany w najprostszy sposób mechanizm fizyczny gaszenia łuku w komorze gaszeniowej wyłącznika z SF6. Widzimy, że podczas otwierania styków następuje jednoczesne sprężanie gazu w ruchomym cylindrze. Dzięki zamknięciu przekroju krytycznego dyszy stykiem stałym i łukiem, w początkowej fazie otwierania wyłącznika, gaz ulega sprężeniu w ruchomym cylindrze (poz. B). Gdy styki rozejdą się na odległość, przy której może nastąpić zgaszenie łuku, ciśnienie gazu jest na tyle duże, że następuje jego silny wypływ w strefie łukowej. A zatem gaszenie łuku jest oparte na zasadzie samosprężania i samoregulacji przepływu gazu powodującego chłodzenie łuku. Kolumna łukowa ogranicza przepływ gazu i powoduje chwilowy, dodatkowy wzrost ciśnienia, proporcjonalny do wartości wyłączanego prądu [16, 17].
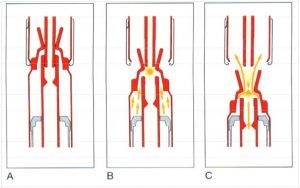 Rysunek 7.1. Proces gaszenia łuku w komorze gaszeniowej wyłącznika WN z SF6 (wg firmy MAGRINI GALILEO): A – komora w położeniu zamkniętym, B – początek wyłączania, C – wydmuch sprężonego gazu – gaszenie łuku [16, 17]
Rysunek 7.1. Proces gaszenia łuku w komorze gaszeniowej wyłącznika WN z SF6 (wg firmy MAGRINI GALILEO): A – komora w położeniu zamkniętym, B – początek wyłączania, C – wydmuch sprężonego gazu – gaszenie łuku [16, 17]
Podczas wyłączania prądów roboczych (poniżej prądu znamionowego) zjawisko hamowania wypływu gazu jest niewielkie i zgaszenie łuku następuje natychmiast, jak styki rozejdą się na odległość, przy której wytrzymałość dielektryczna przerwy w chwili przejścia prądu przez wartość zerową jest dostatecznie duża [29, 30].
Wyłączanie prądu zwarciowego – zwłaszcza o wartości zbliżonej do prądu wyłączalnego, wiąże się z zablokowaniem przepływu SF6 dyszą, co sprzyja wzrostowi ciśnienia wskutek sprężania gazu w cylindrze i jego nagrzaniu łukiem w strefie dyszowej. Dopiero zanik kolumny łukowej w okolicy przejścia prądu przez wartość zerową, umożliwia wypływ gazu, chłodzenie kolumny łukowej i odbudowę wytrzymałości dielektrycznej przerwy. Proces odbywa się bardzo „płynnie” – zgaszenie łuku i przerwanie prądu przy jego zerze, co sprzyja ograniczeniu tzw. przepięć łączeniowych [7].
W praktyce są stosowane trzy zasadnicze rozwiązania konstrukcyjne komory gaszeniowej pod względem sposobu wypływu gazu, sprężonego w cylindrze podczas otwierania styków, w strefę łuku (rys. 7.2) [38].
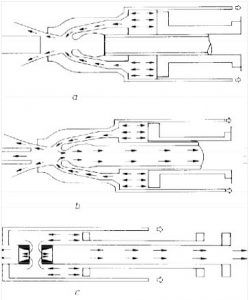 Rysunek 7.2. Modele układów gaszeniowych komór wyłącznikowych z SF6; a – komora jednostrumieniowa z dyszą izolacyjną, b – komora dwustrumieniowa niesymetryczna z dyszą izolacyjną, c – komora dwustrumieniowa symetryczna z dyszami przewodzącymi (metalowymi, grafitowymi) [38]
Rysunek 7.2. Modele układów gaszeniowych komór wyłącznikowych z SF6; a – komora jednostrumieniowa z dyszą izolacyjną, b – komora dwustrumieniowa niesymetryczna z dyszą izolacyjną, c – komora dwustrumieniowa symetryczna z dyszami przewodzącymi (metalowymi, grafitowymi) [38]
Zauważono, że w omawianych wyżej komorach gaszeniowych, nie ma możliwości wykorzystania w pełni porcji sprężonego gazu i zdolności energetycznej napędu. Przy wyłączaniu małych prądów brak „zatkania” dyszy łukiem i gaz prawie swobodnie wypływa ze zbiornika sprężania. Stąd przyrost ciśnienia gazu jest stosunkowo mały. Aby wyłączyć obwód o dużej stromości napięcia powrotnego trzeba zapewnić odpowiednią wartość ciśnienia. Wymaga to napędu gwarantującego dużą prędkość otwierania wyłącznika. Dla odmiany podczas wyłączania dużego prądu zwarcia (np. prądu wyłączalnego) następuje „zatkanie” dyszy łukiem elektrycznym i zatrzymanie wypływu gazu. Napęd ulega zahamowaniu, gdyż duże ciśnienie SF6 w cylindrze sprężania powoduje duży opór ruchu. Przy niewłaściwym doborze wymiarów cylindra sprężania i energii napędu, może nastąpić, niekorzystne dla procesu wyłączania, cofnięcie (tzw. odbicie) styku ruchomego do momentu przejścia prądu przez zero. Dopiero w strefie zera prądu otwiera się wypływ gazu dyszami i następuje przywrócenie ruchu napędu. Wyeliminowanie tych „odbić” w ruchu styków wymaga odpowiednio silnego napędu. Energia takiego napędu nie jest efektywnie wykorzystana przy wyłączania mniejszych prądów. Wada ta była niewielka gdy stosowano napęd hydrauliczny, a szczególnie istotna przy napędach sprężynowych.
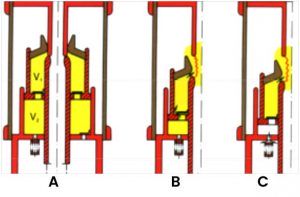 Rysunek 7.3. Schemat komory gaszeniowej samosprężnej z termoekspansją; A – położenie zamknięte, B – działanie komory sprężania (V2), C – działanie termoekspansji [38]
Rysunek 7.3. Schemat komory gaszeniowej samosprężnej z termoekspansją; A – położenie zamknięte, B – działanie komory sprężania (V2), C – działanie termoekspansji [38]
Najnowsza generacja wyłączników z SF6 ma zmodyfikowaną komorę samosprężną tak, że omawiane wady działania są wyeliminowane [38].
Na przykład firmy: ABB, AEG i GEC Alsthom, zastosowały w swoich konstrukcjach komór gaszeniowych dwustopniowy system sprężania gazu (rys. 7.3). Komora sprężania jest tu podzielona na dwie objętości V1 i V2, połączone zaworami. W pierwszej fazie ruchu cylindra podczas otwierania wyłącznika następuje sprężanie gazu w objętości V2 i jego przetłaczanie uchylonymi zaworami do przestrzeni V1 i dalej w strefę łuku Tak powstały warunki do zgaszenia małych prądów (np. roboczych). Gdy dysza jest „zatkana” łukiem dużego prądu zwarciowego, pojawia się zjawisko silnej „termoekspansji”, tzn. wzrostu ciśnienia gazu w objętości V1 w wyniku wzrostu jego temperatury (ogrzanie łukiem). Zawory między objętościami V1 i V2 ulegają zamknięciu, co zapobiega zwrotnemu przepływowi gazu. Ponieważ nadal zmniejsza się objętość V2 następuje w niej dalszy wzrost ciśnienia SF6 – co mogło by powodować zahamowanie ruchu. Zapobiega temu otwarcie zaworu „bezpieczeństwa” w tłoku i upuszczenie gazu z tej objętości. W ten sposób następuje automatyczne regulowanie ciśnienia w strefie gaszenia łuku. Wyłącznik z taką komorą może być z ekonomicznym napędem sprężynowym [38].
 Rysunek 7.4. Komora gaszeniowa typu ELK firmy ABB: 1 – zestyk do przewodzenia prądu ciągłego, 2 – zestyk opalny (przewodzący prąd podczas wyłączania), 3 – dysza (izolacyjna), 4 – cylinder sprężania SF6, 5 – przestrzeń gazowa [38]
Rysunek 7.4. Komora gaszeniowa typu ELK firmy ABB: 1 – zestyk do przewodzenia prądu ciągłego, 2 – zestyk opalny (przewodzący prąd podczas wyłączania), 3 – dysza (izolacyjna), 4 – cylinder sprężania SF6, 5 – przestrzeń gazowa [38]
Na rys. 7.4 widzimy komorę wyłącznika ELK (ABB), w której jest zastosowany dwustopniowy proces wyłączania prądu. Zwróćmy uwagę, że układ gaszeniowy tej komory jest bardzo zoptymalizowany – co jest efektem wieloletnich badań konstruktorów. Komora ma wspomniane wyżej dwa przedziały (V1 i V2) sprężania z wykorzystaniem procesów samosprężania gazu, termoekspansji, (tzn. wzrostu ciśnienia SF6 wskutek ogrzania przez odebranie energii z łuku) i ablacji, tzn. wzrostu ciśnienia gazu w wyniku gazowania (parowania) materiału dysz. O ile w komorze samosprężnej ciśnienie gazu w małym stopniu zależy od wartości wyłączanego prądu, to w komorze wykorzystującej termoekspansję i ablację, uzyskuje się wyraźną zależność ciśnienia gazu w dyszy od wartości wyłączanego prądu [38].
Ponieważ jednym z czynników wzrostu ciśnienia gazu podczas gaszenia łuku jest ablacja (gazowanie materiału dyszy), może pojawić się pytanie o stopień zużycia dyszy w procesach wielokrotnego wyłączania. Badania trwałości dysz wykazują, że w przedziale przypisanej wyłącznikowi zdolności łączeniowej nie następuje nadmierne zużycie dysz. Wynika to z dwóch faktów: odpowiedniego doboru materiału i narażenia dyszy na ablację tylko podczas wyłączania dużych prądów zwarciowych.
Łatwo zauważyć z powyższych opisów działania komór gaszeniowych, dlaczego w gazie wyłączników oprócz produktów rozpadu gazu znajdują się związki tych produktów zależne od materiału styków i dysz. Kolejne wyłączanie prądu wiąże się z kolejną porcją związków chemicznych w wyniku działania łuku na gaz i materiały styków oraz dysz. Znaczna część tych produktów ulega adsorpcji w specjalnych filtrach, składających się z granulatu adsorbującego Al2O3.
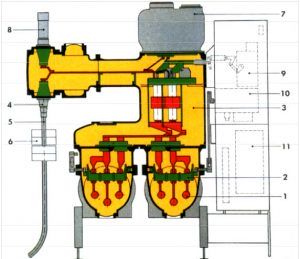
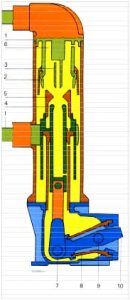
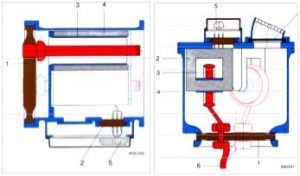
Firma Magrini Galileo zastosowała w swoim wyłączniku typu SB6 123 – 245 kV, jednoprzerwową komorę wyłączającą z własnym mechanizmem napędowym (rys. 7.5). Wszystkie jego elementy (komora gaszeniowa, kolumna izolacyjna i napęd) są napełnione gazem SF6, który w tym wyłączniku jest czynnikiem izolacyjnym, gaszeniowym i napędowym styków ruchomych podczas załączania i wyłączania. Zamykanie i otwieranie wyłącznika jest dokonywane przez tłok dwustronnego działania, związany bezpośrednio ze stykiem ruchomym.
Źródłem energii dla napędu jest gaz SF6 o ciśnieniu roboczym (wyższym), znajdujący się w kolumnie i komorze wyłączającej. Wzbudzenie elektrozaworu otwierającego lub zamykającego powoduje przestawienie zaworu sterującego. Rezultatem jest otwarcie zaworu głównego i przepływ gazu z górnej części bieguna do cylindra z tłokiem podwójnego działania. W ten sposób tłok, pod ciśnieniem gazu, przesuwa się i porusza styk ruchomy komory gaszeniowej. Po wykonaniu operacji przestawienia gaz przepływa do dolnej komory rozprężnej. Mikrosprężarka, sterowana przekaźnikiem różnicowym czujnika ciśnienia, uzupełnia ilość gazu w komorze do ciśnienia początkowego. Utrzymanie styku ruchomego w krańcowych pozycjach – otwartej lub zamkniętej – zapewnia dwupozycyjny bistabilny mechanizm sprężynowy, niezależnie od obecności gazu w cylindrze napędowym [38].
 Rysunek 7.5. Przekrój kolumny wyłącznika typu SB6 firmy Magrini Galileo: A) przestrzeń o ciśnieniu roboczym (wyższym), B) przestrzeń rozprężna niskiego ciśnienia, 1 – zawór bezpieczeństwa, przyłącza WN, 3 – styk opalny nieruchomy, 4 – dysza, 5 – główny styk ruchomy, 6 – cięgno izolacyjne, 7 – filtr, 9 – zespół zaworów zamykających, 10 – blok styków pomocniczych, 11 – mikrosprężarka, 12 – zawór do odpompowania powietrza i napełniania gazem, 13 – sito molekularne, 14 – główny styk nieruchomy, 15 – styk opalny ruchomy, 16 – izolator górny, 17 – izolator dolny, zespół zaworów otwierających, 19 – tłok podwójnego działania, sprężyny płaskie mechanizmu bistabilnego, 21 – gniazdo wtykowe dla obwodów sterowniczych, 22 – skompensowany temperaturowo czujnik ciśnienia [38]
Rysunek 7.5. Przekrój kolumny wyłącznika typu SB6 firmy Magrini Galileo: A) przestrzeń o ciśnieniu roboczym (wyższym), B) przestrzeń rozprężna niskiego ciśnienia, 1 – zawór bezpieczeństwa, przyłącza WN, 3 – styk opalny nieruchomy, 4 – dysza, 5 – główny styk ruchomy, 6 – cięgno izolacyjne, 7 – filtr, 9 – zespół zaworów zamykających, 10 – blok styków pomocniczych, 11 – mikrosprężarka, 12 – zawór do odpompowania powietrza i napełniania gazem, 13 – sito molekularne, 14 – główny styk nieruchomy, 15 – styk opalny ruchomy, 16 – izolator górny, 17 – izolator dolny, zespół zaworów otwierających, 19 – tłok podwójnego działania, sprężyny płaskie mechanizmu bistabilnego, 21 – gniazdo wtykowe dla obwodów sterowniczych, 22 – skompensowany temperaturowo czujnik ciśnienia [38]
Wyłączniki z SF6 w zakresie napięcia 12 ¸ 36 kV mają bardziej urozmaiconą konstrukcję niż na wysokie napięcia. Różne firmy znalazły swoją konstrukcję – dogodną do własnej technologii. Jednak zasada działania większości układów gaszeniowych wynika z poznanych układów samosprężnych. W latach osiemdziesiątych pojawiły się też, na ten przedział napięcia, wyłączniki z łukiem wirującym, w których wykorzystano oddziaływanie pola magnetycznego na łuk elektryczny i możliwość chłodzenia łuku w SF6 w skutek jego szybkiego poruszania się.
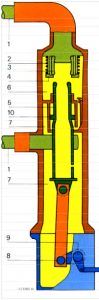
Przykładem wyłącznika samosprężnego niech będzie pokazany na rys. 7.6 wyłącznik typu HC (firmy ABB). Każdy biegun wyłącznika jest zamknięty w oddzielnej obudowie z żywicy epoksydowej. W celu wyeliminowania zużycia uszczelnienia ruchowego, zastosowano odmienny sposób uszczelnienia dźwigni napędowej niż w innych typach wyłączników. Wyłącznik tego typu, o prądzie znamionowym od 630 A do 2500 A, ma prąd wyłączalny do 25 kA przy napięciu do 24 kV [38].
 Rysunek 7.6. Przekrój bieguna wyłącznika samosprężnego typu HC (firmy ABB) w stanie otwartym: 1 – zespół styku nieruchomego, 2 – styki prądu ciągłego, 3 – styk opalny nieruchomy, 4 – styk opalny ruchomy, 5 – dysza izolacyjna, 6 – przestrzeń wydmuchu gazu gaszącego, 7 – wał (wspólny na 3 pola) 8 – uszczelnienie ruchowe, 9 – wał napędu, 10 – dźwignia napędu [38]
Rysunek 7.6. Przekrój bieguna wyłącznika samosprężnego typu HC (firmy ABB) w stanie otwartym: 1 – zespół styku nieruchomego, 2 – styki prądu ciągłego, 3 – styk opalny nieruchomy, 4 – styk opalny ruchomy, 5 – dysza izolacyjna, 6 – przestrzeń wydmuchu gazu gaszącego, 7 – wał (wspólny na 3 pola) 8 – uszczelnienie ruchowe, 9 – wał napędu, 10 – dźwignia napędu [38]
Firma ABB wprowadziła do produkcji wyłącznik średniowysokiego napięcia z łukiem wirującym (rys. 7.7) [38].
 Rysunek 7.7. Przekrój bieguna wyłącznika z łukiem wirującym typu HB (firmy ABB): 1 – przyłącze, 2 – cewka cylindryczna, 3 – lamelki stykowe, 4 – „bieżnia” łuku wirującego, 5 – styk ruchomy, 6 – komora gaszenia, 7 – obszar ewakuacji gazu gorącego, 8 – dźwignia napędowa, 9 – wał napędowy, 10 – tłok sprężania pomocniczego [38]
Rysunek 7.7. Przekrój bieguna wyłącznika z łukiem wirującym typu HB (firmy ABB): 1 – przyłącze, 2 – cewka cylindryczna, 3 – lamelki stykowe, 4 – „bieżnia” łuku wirującego, 5 – styk ruchomy, 6 – komora gaszenia, 7 – obszar ewakuacji gazu gorącego, 8 – dźwignia napędowa, 9 – wał napędowy, 10 – tłok sprężania pomocniczego [38]
Podczas otwierania wyłącznika łuk elektryczny zapala się między stykami opalnymi: stałym w formie krążka i ruchomym rurowym. Prąd przerywany płynie wtedy przez cylindryczną cewkę, wytwarzając pole magnetyczne oddziałujące na łuk (jak na przewodnik z prądem). W wyniku tego pojawia się siła poprzecznie skierowana do osi łuku, powodująca jego ruch wirowy. Podczas tego ruchu następuje ochładzanie łuku na tyle skuteczne, że podczas przejścia prądu przez wartość zerową następuje przerwanie prądu [38].
Na średnie napięcia są też produkowane wyłączniki z komorami samogenerującymi ciśnienie SF6. Charakterystyczne dla tego wyłącznika jest całkowite rozdzielenie toru do przewodzenia prądu ciągłego i podczas wyłączenia. Podczas otwierania wyłącznika najpierw otwiera się „odłącznik”, tzn. styk przewodzący prąd ciągły. Prąd podlega komutacji na zestyk opalny. Następnie otwiera się zestyk opalny i zapala się łuk. Dokąd styk ruchomy opalny jest w obrębie przestrzeni zamkniętej specjalną dyszą izolacyjną, palący się łuk nagrzewa pewną porcję gazu. Zwiększa się jego ciśnienie wskutek termoekspansji i ablacji. Gdy dalej styk wysuwa się z dyszy następuje wydmuch gazu do przestrzeni rozprężania i zgaszenie łuku (podczas przejścia prądu przez wartość zerową). Parametry łączeniowe tego wyłącznika, przy jego technice gaszenia łuku, potwierdzają dobitnie doskonałe właściwości gaszeniowe SF6.
8. Inne aparaty z SF6.
Sześciofluorek siarki, z racji doskonałych właściwości dielektrycznych, znajduje zastosowanie i w innych aparatach elektroenergetycznych (nie tylko w przedziałach rozdzielnic i w łącznikach).
Szynoprzewody na wysokie napięcie z izolacją w postaci SF6 znajdują coraz częściej zastosowanie w przypadkach, gdy chodzi o bezpieczne doprowadzenie energii, nawet na znaczne odległości – odporne na działanie zanieczyszczonej atmosfery (np. strefy oddziaływania chemicznego) (rys. 8.1) [30].
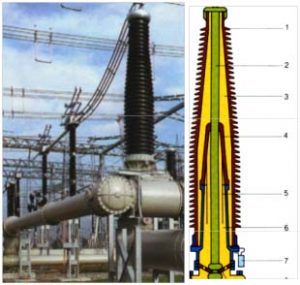 Rysunek 8.1. Szynoprzewód wysokonapięciowy wypełniony SF6 i przepust SF6 – powietrze;
Rysunek 8.1. Szynoprzewód wysokonapięciowy wypełniony SF6 i przepust SF6 – powietrze;
1- izolator porcelanowy, 2 – tor prądowy, 3 – przestrzeń SF6, 4 –wewnętrzny izolator, 5 – ekran sterujący rozkładem pola elektrycznego, 6 – wewnętrzna przestrzeń SF6, 7 – manometr [38]
Ciekawe, że w ślad za przekładnikami prądowymi i napięciowymi z SF6, stosowanymi w rozdzielnicach osłoniętych (rys. 8.2), pojawiły się też przekładniki izolowane tym gazem, zamiast oleju, do zastosowania w rozdzielnicach konwencjonalnych.
 Rysunek 8.2. Przekładniki rozdzielnic osłoniętych: z lewej przekładnik prądowy; 1 – izolator przegrodowy, 2 – izolator przepustowy (obwodów wtórnych), 3 – korpus uzwojenia, 4 – uzwojenie, 5 – listwa zaciskowa obwodów wtórnych, z prawej przekładnik napięciowy: 1 – izolator przegrodowy, 2 – rdzeń magnetyczny, 3 – uzwojenie pierwotne, 4 – uzwojenie wtórne, 5 – zaciski uzwojenia wtórnego, 6 – przyłącze, 7 – membrana wyrzutnika [38]
Rysunek 8.2. Przekładniki rozdzielnic osłoniętych: z lewej przekładnik prądowy; 1 – izolator przegrodowy, 2 – izolator przepustowy (obwodów wtórnych), 3 – korpus uzwojenia, 4 – uzwojenie, 5 – listwa zaciskowa obwodów wtórnych, z prawej przekładnik napięciowy: 1 – izolator przegrodowy, 2 – rdzeń magnetyczny, 3 – uzwojenie pierwotne, 4 – uzwojenie wtórne, 5 – zaciski uzwojenia wtórnego, 6 – przyłącze, 7 – membrana wyrzutnika [38]
9. Zasady bezpiecznej pracy przy urządzeniach z SF6.
Ponad pięćdziesięcioletnie doświadczenie stosowania SF6 w urządzeniach elektroenergetycznych pokazały, że nie powstają groźne problemy w zakresie BHP, wszakże pod warunkiem, iż są podejmowane określone środki ostrożności, oraz są przestrzegane ustalone procedury postępowania. Prowadzone liczne badania w skali międzynarodowej, podkreślają, że we wszystkich przypadkach kiedy personel obsługi odniósł jakieś obrażenia nie były przestrzegane procedury dotyczące bezpieczeństwa lub personel nie był wyposażony w odpowiedni sprzęt ochronny. Można wysnuć konkluzję, że nie praca przy urządzeniach z SF6 jest niebezpieczna, tylko niebezpieczne jest niezachowywanie procedur postępowania.
Pracownicy pracujący przy urządzeniach zawierających SF6 powinni być przeszkoleni w zakresie:
- informacji o właściwościach pierwotnego SF6, powstawaniu produktów rozpadu i ich wpływu na organizm człowieka,
- zasad bezpiecznej pracy przy urządzeniach z SF6,
- użytkowania sprzętu pomocniczego do pracy z urządzeniami zawierającymi SF6,
- stosowania sprzętu ochrony ogólnej i osobistej, oraz zasad higieny,
- postępowania z zanieczyszczonym gazem i stałymi produktami rozpadu w celu wyeliminowania zagrożenia dla ludzi i środowiska,
- udzielania pierwszej pomocy.
Obsłudze rozdzielnic należy zapewnić:
- odrębne pomieszczenie do przebierania się, przechowywania ubrań ochronnych i sprzętu ochrony osobistej,
- dostęp do umywalni z ciepłą i zimną wodą,
- szczelne pojemniki do przechowywania zużytej odzieży i materiałów, które miały kontakt z produktami rozpadu SF6,
- odrębne pomieszczenie do przechowywania odzieży osobistej, spożywania posiłków i wypoczynku.
Podczas pracy z sześciofluorkiem siarki może być pięć następujących przypadków o różnym stopniu zagrożenia dla personelu [40]:
- praca z pierwotnym gazem,
- wyciek SF6 podczas normalnej pracy urządzenia roboczego,
- praca z zagrożeniem produktami rozpadu SF6: prace konserwacyjne lub obsługowe, rozbudowa rozdzielnicy osłoniętej,
- awaryjna praca urządzenia rozdzielczego: np. zwarcie wewnętrzne lub pożar na zewnątrz urządzenia, powodujące rozszczelnienie obudowy,
- wycofywanie urządzenia rozdzielczego z eksploatacji, usunięcie gazu i zanieczyszczeń proszkowych.
Ze względu na specyfikę zagrożenia i procedur postępowania każdy z przypadków będzie oddzielnie omówiony.
Tablica 9.1. Reaktywność i toksyczność gazowych produktów rozpadu SF6 [35]
| Produkt rozpadu | Stabilność chemiczna w powietrzu | Trwałe produkty reakcji | Stopień toksyczności
TLV |
Wartość progowa | Zapach |
| S2F2 | szybko rozkłada się | S, HF, SO2 | 0,5 | – | gryzący, kwaśny |
| SF2 | jw. | jw. | 5,0 | – | jw. |
| SF4 | jw. | HF, SO2 | 0,1 | – | jw. |
| SOF2 | powolny rozkład | SO2F2, HF | 0,6¸1 | 1,0¸5 | zgniłe jaja |
| SOF4 | szybko rozkłada się | jw. | 0,5 | – | jak HF |
| SO2F2 | trwały | SO2F2 | 5,0 | – | brak |
| SO2 | trwały | SO2 | 2,0 | 0,3¸1 | gryzący |
| HF | trwały | HF | 1,8¸3 | 2,0¸3 | jw. |
| WF6 | szybko rozkłada się | WO3, HF | 0,1 | – | jak HF |
| CF4 | trwały | CF4 | nietoksyczny | – | brak |
Przy określaniu granicznych wartości stężenia związków dla wymienionych powyżej sytuacji, które mogą powstać podczas eksploatacji, stosuje się tzw. wartości progowe TLV (ang. Threshold limit value), tzn. największe dopuszczalne stężenie, które nie wywiera ujemnego wpływu na ludzi pracujących osiem godzin dziennie przez cały wiek produkcyjny.
9.1. Praca z pierwotnym SF6.
Sześciofluorek siarki jest dostarczany w butlach ciśnieniowych o różnej objętości w stanie ciekłym. Pierwotny SF6 musi spełniać wymagania PN-EN IEC 60576 i dostawca powinien załączyć certyfikat jakości gazu.
Przy pracy z czystym SF6 dopuszczalny poziom TLV w pomieszczeniu wynosi 1000 ppmV (SF6) [40] – co odpowiada stężeniu 6000 mg/m3. Czysty gaz w atmosferze pomieszczenia może się pojawić na skutek ubytków z nieszczelnych urządzeń zawierających ten gaz, z butli z niedomkniętymi zaworami, lub wskutek niewłaściwego postępowania obsługi. Do redukcji stężenia czystego SF6 lub całkowitego jego usunięcia z pomieszczenia wystarcza przewietrzanie naturalne. W pomieszczeniach gdzie istnieje prawdopodobieństwo gromadzenia się czystego SF6 nie wolno stosować urządzeń z otwartym grzejnikiem, spawać oraz używać urządzeń, których temperatura przekracza 2000C. W pomieszczeniach nie wolno palić tytoniu!
Pomieszczenia, w których są zainstalowane urządzenia z SF6, przechowywane pojemniki z gazem, lub wykonywane prace powinny być oznakowane:
- przed wejściem tablicą z napisem: „SF6”,
- wewnątrz tablicami z napisem: „Zakaz palenia” oraz „Zakaz używania otwartego ognia”.
Podczas prac wykonywanych w zamkniętych pomieszczeniach (np. wewnątrz budynku rozdzielni) związanych z napełnianiem urządzeń gazem, gaz może gromadzić się w powietrzu przez pewien okres. Przy braku wentylacji może nastąpić przekroczenie poziomu dopuszczalnego stężenia. W związku z tym jest zalecane opracowanie procedury (pisemnej) podające metodę i sposób postępowania podczas okresowego pomiaru stężenia SF6 w powietrzu. Musi ona być dostosowana do wykorzystywanych w danych warunkach urządzeń pomiarowych. Jeżeli pomiary wykażą, iż został przekroczony poziom 1000 ppmV należy wietrzyć pomieszczenie do czasu, aż stężenie spadnie poniżej granicznej wartości.
Szczególną ostrożność należy zachować w nisko położonych pomieszczeniach (kanały kablowe, piwnice) gdzie gaz cięższy od powietrza może się gromadzić. Podczas pracy w tych pomieszczeniach należy stosować wentylację wymuszającą przepływ powietrza.
Kiedy są wykonywane prace na otwartym terenie to naturalna „wentylacja” zabezpiecza przed gromadzeniem się gazu. Specjalne środki ostrożności w tych warunkach należy zachowywać w bardzo bliskim sąsiedztwie urządzeń.
Transport i składowanie butli z SF6 u użytkowników wymaga przestrzegania następujących zasad:
- butle z gazem SF6 muszą być transportowane i przechowywane z zamkniętymi zaworami i nakręconymi kołpakami. Butli nie wolno rzucać i przewracać, należy je chronić przed wpływem mechanicznym (np. uderzeniami). Transport powinien odbywać się na specjalnych wózkach z zamocowanymi butlami,
- składowanie gazu powinno być w pomieszczeniach wydzielonych, przewietrzanych, oddzielnie od innych rodzajów gazów, z dala od źródeł ciepła, materiałów łatwopalnych i wybuchowych. W pomieszczeniu nie może być grzejników z otwartymi elementami o temperaturze powyżej 2000C. Powinien być uniemożliwiony przepływ ubytków gazu do innych pomieszczeń (np. piwnic), w których pracują ludzie,
- zabroniona jest operacja słoneczna na butle z gazem. Jak każdy sprężony gaz, również SF6 na skutek nadmiernego podgrzania, może spowodować wybuch butli,
- niedopuszczalne jest odkręcanie lub luzowanie reduktora nakręconego na przyłącze butli przy niedomkniętym zaworze butli z gazem pod ciśnieniem,
- niewskazane jest wypuszczanie gazu z butli dużym strumieniem – może nastąpić przymarznięcie ręki do zaworu,
- butle opróżnione z gazu powinny być wydzielone, z zamkniętymi zaworami i nakręconymi kołpakami ochronnymi,
- konieczne jest nakładanie rękawic ochronnych do transportu i podczas manipulacji zaworami butli.
Gaz odzyskiwany z eksploatowanych urządzeń powinien znajdować się w odrębnie oznakowanych butlach – najlepiej w innych pomieszczeniach niż gaz pierwotny.
Podstawowe prace z pierwotnym SF6 to napełnienie gazem urządzeń nowych lub po remoncie. Pierwotny gaz podczas napełniania urządzeń rozdzielczych musi być przetłoczony ze zbiorników zawierających gaz (np. butli) pod wysokim ciśnieniem do obudów aparatów, których ciśnienie znamionowe jest zdecydowanie niższe. W związku z tym podczas napełniania muszą być przestrzegane następujące zalecenia:
- do napełniania stosować sprzęt przystosowany do tej czynności,
- połączenia rurowe muszą być odpowiednio zabezpieczone przed uszkodzeniami mechanicznymi,
- zawory oraz reduktor muszą być zawsze sprawne,
- mierniki ciśnienia (manometry) powinny być regularnie kalibrowane,
- rury i połączone z nimi zawory, służące do przetłaczania gazu, powinny być połączone w taki sposób, aby można było je zdemontować z napełnionej obudowy, bez obawy zanieczyszczenia gazu.
Zdecydowana większość urządzeń stanowi tak zwane systemy ciśnieniowe szczelne, co oznacza iż po napełnieniu ich w fabryce, podczas całego okresu eksploatacji (od zainstalowania aż do likwidacji) nie jest wymagane dopełnianie ich gazem.
Niektóre urządzenia stanowią tak zwane „zamknięte systemy ciśnieniowe”. Tego typu urządzenia muszą być napełniane lub dopełniane w miejscu zainstalowania.
Procedury stosowane w procesie napełniania (dopełniania) gazem podczas włączania urządzenia do ruchu powinny być tak zdefiniowane aby były spełnione cztery fundamentalne wymagania:
- personel obsługujący urządzenia nie może być narażony na nieuzasadnione ryzyko,
- wyciek gazu do atmosfery musi być minimalny,
- wyciek z obudowy po napełnieniu nie może być wyższy od dopuszczalnego,
- obudowy po napełnieniu powinny zawierać gaz wymaganej jakości (określonej przez producenta).
Najczęściej stosowana metoda napełniania obudów urządzeń rozdzielczych polega na:
- odpompowaniu powietrza z obranego przedziału zamkniętego rozdzielnicy za pomocą pompy próżniowej do ciśnienia szczątkowego – podanego przez producenta aparatu,
- sprawdzeniu szczelności (na próżnię) zgodnie z zaleceniami producenta. Zabieg taki sprzyja też wewnętrznemu odparowaniu wilgoci i jej ewakuacji podczas ponownego włączenia pompy próżniowej,
- powolnym napełnieniu gazem do ciśnienia znamionowego. Nie wolno napełniać urządzenia rozdzielczego powyżej ciśnienia znamionowego – podanego przez producenta (może np. ulec uszkodzeniu czujnik ciśnienia SF6),
- sprawdzeniu poziomu szczelności w przypadku urządzenia montowanego lub napełnianego gazem w miejscu instalowania. Instrukcja producenta powinna określać metodę sprawdzenia szczelności i określać sprzęt do tego potrzebny.
Eliminowanie nieszczelności urządzeń rozdzielczych jest niezbędne z trzech fundamentalnych powodów:
- ze względu na warunki działania urządzeń; zdolność łączeniowa i zdolności izolacyjne obniżają się gdy spada gęstość gazu, jako konsekwencja wycieku,
- bezpieczeństwo personelu. Ubytki gazu to możliwość kumulowania się gazu w pomieszczeniu i wzrost stężenia gazu w atmosferze. Zagrożenie zwiększa się gdy wyciek ma miejsce z wyłączników,
- negatywny wpływ na klimat.
Najważniejsze warunki, które muszą być spełnione przy prawidłowym napełnianiu (i dopełnianiu) urządzeń gazem to:
- wysoka próżnia przed napełnieniem,
- zagwarantowanie czystości napełniania i tym samym zagwarantowanie dobrej jakości gazu,
- napełnienie do właściwego ciśnienia gazu (z uwzględnieniem temperatury gazu),
- ograniczenie do minimum wycieku gazu do atmosfery.
Gaz należy wypuszczać z butli małym strumieniem. Podczas zbyt gwałtownego wypływu gazu (brak reduktora lub niewłaściwe jego wyregulowanie) może nastąpić zamrożenie zaworu butli na skutek adiabatycznego rozprężania. Dla zapobiegnięcia przywarciu ręki otwierającej zawór butli należy czynność tę wykonywać w rękawicy ochronnej.
Podczas przetaczania SF6 ze stanu ciekłego nie wolno jednocześnie zamknąć dwóch zaworów odcinających w przewodzie połączeniowym porcji ciekłego SF6, ponieważ wzrost temperatury może doprowadzić do eksplozji.
Przed rozpoczęciem czynności napełniania (dopełniania) urządzenia gazem SF6 należy zmierzyć temperaturę otoczenia i określić wartość ciśnienia znamionowego w danej temperaturze na wykresie stanu gazu (np. rys. 9.1).
Wartość ciśnienia napełnienia danego urządzenia należy sprawdzić po wyrównaniu temperatury gazu z temperaturą otoczenia – odczekując około 1 godziny.
W niektórych instrukcjach podana jest tabela wartości ciśnienia SF6 dla poszczególnych gęstości (linie a, b, c) w zależności od temperatury. W praktyce należy z tych tablic zawsze korzystać. W przypadku braku takiej tablicy poprawek ciśnienia należy korzystać z wykresu (rys. 9.1).
Zdolność łączeniowa aparatu i wytrzymałość elektryczna gazu zależą m.in. od gęstości gazu. W przypadku SF6 ciśnienie gazu, przy danej jego gęstości, zależy w znacznym stopniu od temperatury – np. patrząc na linię a widzimy, że w temperaturze –200C mamy ciśnienie ok. 0,34 MPa (3,4 bara) i wzrasta ono do ok. 0,54 MPa (5,3 bara) w temperaturze 400C. Dlatego każdorazowo uzupełniając gaz w urządzeniu jest nieodzowne sprawdzenie jaka jest właściwa wartość ciśnienia w danej temperaturze.
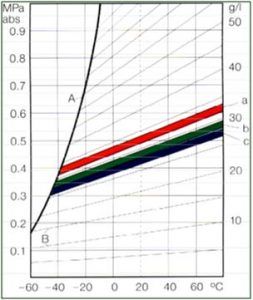
Rysunek 9.1. Zależność ciśnienia SF6 od temperatury: A – linia skraplania (linia stanu ciecz – gaz), B – linia gęstości gazu, a – linia gęstości w chwili napełniania, b – linia gęstości sygnalizacji, c – linia gęstości zablokowania
Przykład. 9.1.
Ciśnienie znamionowe wyłącznika wynosi 500 kPa (tzn. 0,5 MPA w temperaturze 200C). Jakie powinno być ciśnienie przy uzupełnianiu ubytków w temperaturze 300C, a jakie przy –300C?
Patrzymy na linię „a” i stwierdzamy, że:
- przy temperaturze 300C ciśnienie jest 0,52 Mpa (5,2 bara),
- przy temperaturze -300C ciśnienie jest 0,4 Mpa (4 bary) [28].
Omawiane wyżej zagadnienie określania poprawek wartości ciśnienia SF6 nie dotyczy zainstalowanych w urządzeniach czujników ciśnieniowych. Mają one taką konstrukcję, że są pobudzane zmianą gęstości gazu [28].
Dopełnianie SF6 urządzeń, w których stwierdzono spadek ciśnienia (np. zadziałał I stopień czujnika), jest w zasadzie pracą z czystym gazem. Jest tak pod warunkiem, że podczas przyłączania (lub odłączania) przewodu połączeniowego do wyłącznika nie spowodujemy wycieku z niego zbędnej porcji gazu zanieczyszczonego.
Przy napełnianiu (dopełnianiu) urządzeń SF6 należy stosować:
- rękawice ochronne,
- okulary (typu chemicznego).
9.1.1. Pobieranie i badanie próbek SF6.
Instrukcje producentów urządzeń powinny określać jak często i kiedy jest konieczne wykonanie badania próbki gazu SF6, podawać metodę i sprzęt, oraz graniczne wartości zanieczyszczeń [38]. Sprawdzenie to ma na celu potwierdzenie, że stan gazu zapewnia prawidłową pracę urządzeń.
Podstawowe znaczenie ma uzyskanie próbki reprezentatywnej dla gazu w urządzeniu, dlatego należy zwrócić uwagę, aby pobieranie próbki gazowej nie odbywało się przez filtry, które mogą być zamontowane w urządzeniu oraz zapewnić przetoczenie wystarczającej ilości gazu do uzyskania reprezentatywnej próbki.
Badanie stanu gazu z urządzenia elektroenergetycznego może być wykonane dwiema metodami:
- bezpośrednio przy urządzeniu – tzw. techniką polową, polegającą na zastosowaniu przenośnych analizatorów, jest to metoda tańsza, ale mniej dokładna,
- metodą laboratoryjną, z poborem próbki do naczynia pośredniego, umożliwiającą pełne badanie zawartości zanieczyszczeń.
Wymiary butli pośredniej powinny odpowiadać objętości SF6 wymaganej do badania laboratoryjnego. Należy przyjąć, że objętość ta powinna wynosić od 2 do 3 litrów, ponieważ taka ilość jest potrzebna do wykonania pełnego badania gazu, tzn.: badania czystości, składu, zawartości wilgoci i kwasowości.
Należy zwrócić szczególną uwagę na czystość naczynia i procesu poboru próbki. Zanieczyszczenia zbiornika pośredniego będą się dodawać do zanieczyszczeń występujących już w kontrolowanym urządzeniu. Dlatego butli do pobierania próbek nie można stosować do innych substancji niż SF6. Po każdym użyciu muszą być one dokładnie opróżnione i wypróżniowane.
Pobieranie próbek gazu do diagnostyki z urządzeń eksploatowanych – zwłaszcza wyłączników, traktuje się jako pracę z ograniczonym zagrożeniem produktami rozpadu SF6. Należy przy tych czynnościach stosować niezbędny sprzęt ochronny i zapewnić skuteczne przewietrzanie pomieszczenia.
9.2. Emisja SF6 podczas normalnej pracy urządzenia elektroenergetycznego.
Przy obecnych obecnie poziomach szczelności urządzeń – nawet w przypadku zainstalowania ich w pomieszczeniu, nie należy obawiać się stężenia gazu w powietrzu osiągającego poziom zagrożenia dla personelu (1000 ppm). Konkluzja generalna, potwierdzona także w badaniach międzynarodowych stwierdza, że ryzyko dla zdrowia personelu nawet gdy przeciek jest zdecydowanie większy od dopuszczalnego jest bardzo niewielkie.
Normy przedmiotowe określają trzy typy urządzeń napełnionych gazem SF6:
- system kontrolowany, który jest automatycznie dopełniany z zewnętrznego źródła (rzadko stosowany),
- system zamknięty, który okresowo jest dopełniany z zewnętrznego źródła przez obsługę,
- system szczelny, nie wymagający dopełniania, całkowicie zmontowany i napełniony oraz przebadany w fabryce.
O nieszczelności urządzeń można mówić w zasadzie tylko w przypadkach a i b (głównie b), gdyż nieszczelność aparatu systemu c doprowadza do niesprawności aparatu i konieczność wycofania z eksploatacji.
Wiemy już, że przecieki gazu należy ograniczać z następujących fundamentalnych powodów:
- ze względu na warunki działania urządzeń; zdolność łączeniowa i właściwości izolacyjne obniżają się gdy spada gęstość gazu w konsekwencji przecieku,
- bezpieczeństwo personelu,
- negatywny wpływ na klimat.
Z tych powodów producenci udoskonalają systemy uszczelnień i obecnie szczelność urządzeń z SF6 jest określana liczbą lat 10, 20 lub 30 – co odpowiada szczelności rzędu 0,1%. Urządzenia średniego napięcia mają ciśnienie robocze gazu niewiele większe od atmosferycznego i tu wycieki są zdecydowanie ograniczone.
Zagrożenie dla obsługi, stwarzane przez wycieki SF6, zależy głównie od stanu gazu, jego stężenia w atmosferze i miejsca zainstalowania urządzeń.
Gaz wydostający się z urządzeń, w których nie uległ termicznemu rozpadowi, nie jest zanieczyszczony (najczęściej w rozdzielnicach i szynoprzewodach) i praktycznie jest małe ryzyko przekroczenia stanu niebezpiecznego. Natomiast wycieki z urządzeń, w których jest gaz zanieczyszczony (np. wyłączniki) stanowią pewne ryzyko. Na szczęście zanieczyszczenia SF6 są doskonale wyczuwalne węchem (siarkowodór – zapach zepsutych jaj), już na poziomie 1 ¸ 5 ppmV, tzn. poniżej współczynnika TLV dla tej sytuacji.
W warunkach zanieczyszczenia SF6, jego stężenie w pomieszczeniu, określane współczynnikiem TLV, wynosi 1,6 ppmV dla SOF2 oraz 200 ppmV dla SF6.
Stężenie określane współczynnikiem TLV jest określane dla długotrwałej pracy. Warto więc wiedzieć, że chwilowe narażenie SOF2 przy stężeniu do 500 ppmV nie stwarza ryzyka dla zdrowia. Oznacza to, że można w tych warunkach wykonać manipulację, ale nie dłuższą pracę.
W przypadku spostrzeżenia przez obsługę wyczuwalnego zapachu siarkowodoru, nie należy w pomieszczeniu wykonywać jakichkolwiek prac, aż do jego skutecznego przewietrzenia. Następnie należy ustalić miejsce wycieku i w miarę możliwości je usunąć.
W zasadzie w budynkach rozdzielni powinna być zainstalowana wentylacja, mimo, że jak pokazuje doświadczenie, naturalna wentylacja zapobiega gromadzeniu się gazu wydostającego się z urządzeń wskutek normalnych (ale nie awaryjnych) wycieków.
Gaz może się gromadzić w pomieszczeniach poniżej rozdzielni – w kanałach kablowych, piwnicach itp. Przed wejściem do nich należy je zapobiegawczo intensywnie wywietrzyć.
Oczywiście, wartości stężenia gazu w powietrzu, podane wyżej, mogą się pojawić tylko w przypadku urządzeń wnętrzowych. Urządzenia napowietrzne nie stanowią praktycznie zagrożenia toksycznego dla obsługi podczas normalnej pracy, ze względu na rozcieńczenie gazu w atmosferze. Nie oznacza to jednak, że można w tych warunkach dopuścić do wycieków gazu na wyższym poziomie niż z urządzeń instalowanych w pomieszczeniach. Chodzi tu o zagrożenie klimatu (patrz rozdział 5) ze względu na długą trwałość SF6 w atmosferze.
Reasumując można stwierdzić, że praca w warunkach normalnego wycieku gazu z urządzeń z SF6 nie niesie zagrożenia dla obsługi – nawet jeśli jest to wyciek z aparatów, w których następuje rozpad gazu (np. wyłączników).
9.3. Praca z zanieczyszczonym SF6.
Praca z zanieczyszczonym SF6 ma miejsce wtedy, gdy jest wykonywana w kontakcie z gazem, który przez jakiś okres znajdował się wewnątrz obudowy urządzenia rozdzielczego i w związku z tym może być częściowo rozłożony lub zawierać zanieczyszczenia. Konieczność pracy z zanieczyszczonym gazem zachodzi w następujących sytuacjach:
- dopełnianie gazem zamkniętego systemu ciśnieniowego, w którym miały miejsce wyładowania elektryczne,
- podczas pobierania próbek z urządzeń jak wyżej,
- usuwanie i wymiana gazu podczas konserwacji, remontów lub rozbudowy urządzeń rozdzielczych,
- emisja gaza całkowita lub częściowa w sytuacji awaryjnej,
- demontaż urządzeń elektroenergetycznych związany z ich wycofaniem z eksploatacji.
Pracę z zanieczyszczonym gazem może wykonywać tylko personel szczegółowo zapoznany z właściwościami produktów rozpadu SF6, świadomy zagrożenia dla zdrowia i powiadomiony o niezbędnych środkach bezpieczeństwa, które należy podjąć, aby ryzyko było ograniczone do minimum. Przeszkolony w zakresie udzielania pierwszej pomocy.
Gdy w atmosferze znajdują się znaczące ilości produktów rozpadu SF6 można to rozpoznać po nieprzyjemnym zapachu (siarkowodoru) i podrażnieniu górnych dróg oddechowych. Takie objawy mogą wystąpić w przeciągu kilku sekund po wystąpieniu kontaktu (np. wskutek wycieku). W takiej sytuacji personel powinien natychmiast opuścić pomieszczenie i czekać najlepiej na świeżym powietrzu, po podjęciu odpowiednich czynności – np. wietrzenia pomieszczenia, uruchomienia wentylacji i oczyszczenia atmosfery.
Kiedy są usuwane stałe produkty rozpadu SF6 oraz adsorbenty lub torba odkurzacza, pracownicy muszą być świadomi, iż wewnątrz nich są zawarte zaadsorbowane produkty gazowe, które mogą się z nich wydzielać, a zatem należy się przed tym odpowiednio zabezpieczyć.
Kiedy obudowa, pracującego przez pewien okres w systemie energetycznym urządzenia, zawierającego SF6 jest otwierana, pamiętamy, że są w niej proszkowe produkty rozpadu (fluorki metali).
Gdy kontakt z produktami rozpadu SF6 jest nieunikniony należy stosować środki ochrony osobistej!
Rozporządzenie Ministra Rozwoju i Finansów z dnia 7 grudnia 2017 r. w sprawie minimalnego wyposażenia technicznego odpowiedniego dla wykonywania czynności objętych certyfikatem dla personelu w zakresie fluorowanych gazów cieplarnianych i substancji kontrolowanych określają następujący wymagany sprzęt ochrony osobistej personelu:
- kombinezon ochronny pokryty nieprzemakalną warstwą, bez kieszeni, z zatrzaskiem na nadgarstkach i nogach,
- osłony na obuwie (z PVC lub neoprenu) lub buty ochronne,
- rękawice jednorazowe (z nitrylu lub neoprenu) lub przemysłowe,
- okulary ochronne przemysłowe (typu chemicznego),
- półmaski lub maski ochronne wyposażone w filtry przeciwpyłowe typu FFP2 i pochłaniacze związków o charakterze kwasów FFE 1P2, zgodnie z normą wprowadzającą normę PN-EN 14387+A1 oraz normą wprowadzającą normę PN-EN 149, stosowane do krótkotrwałej inspekcji,
- sprzęt ochronny stosowany w przypadku otwierania urządzenia z fluorowanym gazem cieplarnianym SF6 i usuwania z jego wnętrza proszkowych produktów rozkładu fluorowanych gazów cieplarnianych SF6:
- odkurzacz przemysłowy o wysokiej wydajności, przeznaczony do zbierania niewybuchowych pyłów stanowiących zagrożenie dla zdrowia, wyposażony w filtr przystosowany do wyłapywania cząstek o wielkości rzędu 1 µm oraz wąż zakończony niemetalową dyszą, a także w samoczynne zamknięcie pojemnika po jego napełnieniu,
- worki foliowe dwuwarstwowe służące do przechowywania zużytych worków z odkurzacza oraz zużytych jednorazowych środków ochrony indywidualnej,
- preparaty dla neutralizacji proszkowych produktów rozkładu fluorowanych gazów cieplarnianych SF6, zawierające węglan sodu, wodorowęglan sodu lub wapno gaszone,
- pojemniki z tworzyw sztucznych przeznaczone do przechowywania szkodliwych odpadów, w tym worków.
Personel pracujący w warunkach kontaktu z zanieczyszczonym SF6 musi mieć dostęp do umywalni (prysznic) z ciepłą i zimną wodą. Konieczne są warunki do przygotowania odpowiednich roztworów neutralizujących. Teren, gdzie są wykonywane prace powinien być oznakowany. Obowiązkowa jest informacja o zakazie palenia.
Podczas otwierania obudów na wolnym powietrzu należy podjąć pewne środki ostrożności. Trzeba liczyć się z tym, że:
- wiatr może powodować, że stałe produkty rozpadu (w postaci lekkich sypkich proszków) mogą się unosić wokół urządzeń,
- deszcz lub wysoka wilgotność powietrza może przyśpieszać hydrolizę związków co może prowadzić do powstania HF.
Należy zatem proszki usuwać (specjalnym odkurzaczem) natychmiast podczas otwierania obudowy. Na przykład podczas otwierania wyłącznika powinno się najpierw odkręcić śruby dolnego kołnierza komory, powoli podnosić osłonę dźwigiem i równocześnie zbierać lotny proszek. Praca w deszczu jest wysoce nie wskazana!
Prace w pomieszczeniach powinny być prowadzone przy uruchomionej skutecznej wentylacji tak, aby nie zostało przekroczone dopuszczalne stężenie SF6 i jego produktów rozpadu w powietrzu. Poziom stężenia powinien być cały czas kontrolowany. Zawsze przy otwieraniu obudowy należy używać odpowiedni sprzęt zabezpieczający drogi oddechowe.
W przypadku, gdy przed otwarciem obudowy nie została wykonana diagnostyka gazu, należy spodziewać się, że stan gazu zależy od typu urządzenia rozdzielczego, energii i rodzaju wyładowań elektrycznych (łuk, wyładowania iskrowe, wyładowania niezupełne) i stężenie zanieczyszczeń w SF6 jest następujące:
- obudowa nie zawierająca komór gaszeniowych wyłączników i nie połączona z innymi obudowami wyłączników (rozłączników), gazowe – stężenie zero do niskiego, produkty stałe – całkowity brak lub niewielka ilość,
- obudowa zawierająca komorę gaszeniową wyłącznika lub z nią połączona, gazowe – stężenie średnie, produkty stałe – ilość zależna od liczby łączeń i wartości prądu,
- obudowa wewnątrz której powstał łuk wewnętrzny przerwany wyłączeniem zwarcia przez wyłącznik (nie zadziałała membrana bezpieczeństwa – tzw. wyrzutnik), gazowe – trudne do określenia wysokie stężenie, produkty stałe – bardzo duża ilość, skład zależy od materiałów, które są w obudowie,
- łuk wewnętrzny z zadziałaniem membrany, gazowe – mieszanina powietrza i produktów gazowych, może być hydroliza, co prowadzi do dużej ilości związków kwasowych, produkty stałe – duża ilość, część z nich mogła zostać wydmuchana i zanieczyściła powietrze.
Organizując pracę demontażu urządzenia z SF6 należy przygotować się do czynności ewakuacji gazu z obudów. Przed usunięciem zużytego SF6 z urządzenia elektroenergetycznego, zaleca się pobranie próbki gazu i przeprowadzenie prób mających na celu określenie stopnia zanieczyszczenia (zawartość wilgoci, tlenu, związków kwasowych i uwodnionych związków fluoru). Ma to na celu odpowiednie zorganizowanie dalszych czynności i zadecydowanie o dalszych losach gazu (ponowne użycie, filtrowanie, utylizacja).
Jednym z podstawowych zagadnień jakie pojawiają się przed personelem rozdzielni w przypadku konieczności ewakuacji SF6 z urządzenia jest technologia tego zabiegu. Obecnie zalecenia międzynarodowe mówią, że podstawową formą w takich przypadkach jest recykling i regeneracja. Krótko mówiąc, sprowadza się to do odzysku gazu z urządzenia do butli, dokonaniu oceny jego stanu, a następnie – w zależności od stanu, przeznacza się go do recyklingu lub regeneracji i ponownego wykorzystania lub w ostateczności utylizacji.
Mimo stosowania w sposób właściwy sprzętu ochronnego, istnieje pewne zagrożenie dla pracowników, podczas pracy z zanieczyszczonym SF6, a zwłaszcza dla osób postronnych. Dlatego należy przestrzegać zasady, że: „PODCZAS PRACY Z ZANIECZYSZCZONYM SF6 W POMIESZCZENIU SĄ TYLKO OSOBY NIEZBĘDNE DO WYKONANIA OKREŚLONEJ CZYNNOŚĆ!”.
Oddziaływanie produktów rozpadu SF6 mogą powodować różne objawy u osób narażonych na ich działanie. Przy czym podatność na podrażnienia jest w pewnym stopniu sprawą indywidualną. Zawsze zakres podrażnienia będzie zależeć od czasu ekspozycji i stężenia zanieczyszczeń w powietrzu. Produkty rozpadu SF6 mogą powodować podrażnienia skóry, oczu, błon śluzowych dróg oddechowych, a przy dużym stężeniu i długim czasie ekspozycji rozedmę płuc.
Dla wieloskładnikowej mieszaniny gazu, toksykologia rozróżnia trzy przypadki [40]:
- każdy składnik działa w inny sposób lub na inny organ, wpływ każdego czynnika jest rozpatrywany oddzielnie,
- czynniki działające w podobny sposób na te same organy, ich wpływ się kumuluje,
- wpływ jednego czynnika przewyższa zdecydowanie wpływ innych, tylko ten czynnik jest rozpatrywany.
W przypadku SF6 do oceny całkowitej toksyczności rozpatruje się SOF2, jego ilości i wpływ na zdrowie. Związek ten ulega jednak hydrolizie, zatem:
- dla długich czasów ekspozycji należy brać pod uwagę produkty tej reakcji, tzn. HF i SO2,
- dla krótkich czasów lub gdy zostanie włączona silna wentylacja zjawisko hydrolizy może być pominięte.
Ponieważ kumulowanie oddziaływania SOF2, HF i SO2 jest większym zagrożeniem, widać z ostatniego punktu celowość skutecznej wentylacji pomieszczeń. Progowa wartość graniczna TLV dla SOF2 wynosi 1,6 ppmV (5,66 mg/m3).
Podczas wyładowań o małej energii (np. wyładowań niezupełnych) najbardziej toksycznym produktem rozpadu SF6 jest S2F10, dlatego, pomimo niewielkich ilości, rozpatruje się jego wpływ na zdrowie. Innych związków, jakie mogą pojawić się w tych warunkach, nie rozpatruje się. Niestety wpływ tego związku na organizm człowieka nie jest dotychczas w pełni zbadany.
Pracownicy wykonujący prace z narażeniem produktami rozpadu gazu, muszą być przeszkoleni w zakresie niesienia pierwszej pomocy. Szczególnie w następujących przypadkach:
- podrażnienie skóry – o soba mająca takie objawy powinna być natychmiast wyprowadzona z pomieszczenia, gdzie odbywają się prace, należy zdjąć kombinezon i wierzchnie ubranie i umyć podrażnione miejsca zimną bieżącą wodą, jeśli podrażnienia nie ustępują należy udać się do lekarza,
- podrażnienie oczu – osoba mająca takie objawy powinna być natychmiast wyprowadzona z pomieszczenia, gdzie odbywają się prace, należy przemywać natychmiast oczy czystą wodą przez co najmniej 15 minut (ewentualnie płynem do przemywania oczu) i bezzwłocznie zwrócić się do lekarza, informując o przyczynie podrażnienia, w ostrych przypadkach wezwać pogotowie,
- problemy z oddychaniem – osoba mająca takie objawy powinna być natychmiast wyprowadzona z pomieszczenia, gdzie odbywają się prace, należy zdjąć kombinezon i wierzchnie ubranie, przykryć kocem i stale obserwować, wezwać pogotowie, jeśli słabnie oddech rozpocząć sztuczne oddychanie.
9.4. Emisja SF6 do atmosfery.
Przez emisję gazu SF6 do atmosfery rozumiemy jego wyciek podczas awarii w następujących okolicznościach:
- duży wyciek, spowodowany przez mechaniczne uszkodzenie elementów lub uszczelek,
- zwarcie wewnętrzne z łukiem, któremu towarzyszy zadziałanie membrany bezpieczeństwa lub wytopienie osłony urządzenia,
- zewnętrzny pożar, który może doprowadzić do rozszczelnienia osłony (uszkodzenie uszczelek, zadziałanie membrany wskutek nagrzania gazu). prawdopodobieństwo powstania tego przypadku, przy zachowaniu przepisów przeciwpożarowych jest bardzo niskie.
Nieszczelność, powodująca zdecydowany wypływ gazu, może spowodować osiągnięcie dopuszczalnej wartości granicznej stężenia zanieczyszczeń w powietrzu, ale wystąpi ono tylko wtedy, gdy w porównaniu do dopuszczalnego, poziom nieszczelności zostanie kilkukrotnie przekroczony.
Wystąpienie takiego przecieku może być zasygnalizowane przez:
- zainstalowane urządzenia alarmowe,
- przenośny detektor o dużej czułości, mierniki zainstalowane na urządzeniu,
- charakterystyczny silny nieprzyjemny zapach (siarkowodoru).
Przed podjęciem jakichkolwiek prac zapobiegawczych należy sprawdzić, czy nie zostały przekroczone dopuszczalne stężenia! Najlepiej przez bezpośredni pomiar stężenia produktów rozpadu, lub metodą pośrednią – przez pomiar stężenia SF6.
Większe zagrożenie niesie gwałtowny wypływ SF6 razem z jego produktami rozpadu podczas zwarcia wewnętrznego. Przyczyny zwarcia wewnętrznego to:
- elektryczne uszkodzenie izolacji stałej,
- mechaniczne uszkodzenie izolacji, powodujące np. zmianę rozkładu pola,
- błędna operacja łączeniowa.
Zwarcie wewnętrzne powoduje duży wzrost ciśnienia w obudowie. Wartość tego ciśnienia zależy od natężenia prądu, napięcia łuku i czasu trwania zwarcia, a także od objętości obudowy. Powstające ciśnienie powoduje zadziałanie membrany (wyrzutnika) i wypływ dużych ilości zanieczyszczonego gazu do atmosfery. W sporadycznych przypadkach może nastąpić wytopienie miejscowe obudowy i wypływ gazu przez ten otwór.
Stan taki spowoduje duże zagrożenia dla personelu. Powinien on natychmiast opuścić pomieszczenie, bo natychmiast powstają duże stężenia produktów rozpadu SF6 i związków wtórnych. Dodatkowo powstają związki toksyczne jak pary metali, związki organiczne itp.
Sytuacja taka nie musi oznaczać bardzo dużego zagrożenia dla zdrowia, pod warunkiem, że czas ekspozycji będzie ograniczony do minimum.
W rozdzielniach wnętrzowych personel powinien, stosując odpowiednie środki ochrony osobistej, oczyścić pomieszczenie:
- osiadłe proszki zebrać odkurzaczem,
- następnie zmyć powierzchnie stosując słabe roztwory alkaliczne,
- uruchomić wentylację pomieszczenia.
Zaleca się wykonać pomiary stężenia gazów przed rozpoczęciem prac remontowych.
Podobna sytuacja do zwarcia wewnętrznego może powstać wskutek pożaru. Skutki będą zależne od intensywności, czasu i zakresu pożaru, a w następstwie od rozległości uszkodzeń urządzeń z SF6.
Pożar w pomieszczeniu rozdzielni może zwiększać zagrożenie wskutek rozpadu SF6 w płomieniach, zatem gaz czysty wydostający się z urządzeń staje się natychmiast gazem ulegającym rozpadowi. Podczas gaszenia pożaru należy stosować środki ochrony osobistej! W przypadku wezwania do gaszenia pożaru straży pożarnej, należy ją powiadomić, już w momencie wezwania, o fakcie zagrożenia toksycznymi związkami chemicznymi.
Po ugaszeniu pożaru przystępuje się do czynności opisanych dla przypadku zwarcia wewnętrznego. Podejmuje się środki stosowne do powstałej sytuacji.
Finał zagrożenia produktami rozpadu to wycofanie z eksploatacji urządzeń napełnionych SF6. Powinny być w takim przypadku zastosowane zabiegi związane z ochroną środowiska.
Stan gazu w urządzeniu oraz ilość proszków zależą od skumulowanej energii łuku (lub wyładowań). Zależy to od miejsca zainstalowania w sieci energetycznej i od „historii łączeń” (liczba, częstość, wartość prądów). W większości przypadków, nawet w wyłącznikach, ilość proszków jest mała. Według [40] typowy wyłącznik SN po 10 latach eksploatacji zawierał gaz zanieczyszczony przez następujące związki:
- powietrze: pojedyncze ppmV,
- CF4: 40 ¸ 60 ppmV,
- SOF2: ilość śladowa,
- SO2F2: ilość śladowa.
Przyczyny małych stężeń zanieczyszczeń są następujące:
- w eksploatacji bardzo rzadko są łączone duże prądy (zwłaszcza graniczne),
- adsorbenty montowane w urządzeniu spełniają swoją funkcję.
W przypadku wycofywania z eksploatacji urządzeń zawierających SF6 można zastosować opcjonalne postępowanie:
- praca całkowicie wykonywana przez wyspecjalizowanego podwykonawcę (zleceniobiorcę), zwykle stosuje się ten sposób do urządzeń o małych rozmiarach, podczas transportu należy przestrzegać zasad bezpieczeństwa,
- gaz jest usuwany przez użytkownika. Dalsze prace są prowadzone przez podwykonawcę, stosuje się przy dużych urządzeniach, w których jest niezbędne obniżenie ciśnienia gazu lub częściowy demontaż do transportu. Po dostarczeniu do specjalistycznego przedsiębiorstwa następuje renowacja lub likwidacja urządzenia zgodnie z zasadami ochrony środowiska,
- prace prowadzone całkowicie przez użytkownika, użytkownik w pełni odpowiada za zorganizowanie właściwej technologii prac z punku widzenia bezpieczeństwa personelu i ochrony środowiska.
Tabela 9.4.1. Spodziewane ilości produktów rozpadu SF6 [40]
| Urządzenie rozdzielcze | Spodziewany stopień zanieczyszczenia (gazu, proszków) |
| Szyny zbiorcze | mały, od zera do dziesiątych części procenta; minimalna ilość proszków |
| Przyłącza kablowe | jw. |
| Uziemnik | jw. |
| Odłącznik | jw. |
| Rozłącznik SN, rozdzielnica SN dla sieci pierścieniowej, wyłącznik SN lub wyłącznik WN | średni ¸ do kilku procent,
produkty proszkowe |
| Obudowa w której powstał łuk elektryczny | wysoki (przekracza 5%)
duża ilość proszków |
Podejmując demontaż należy dysponować pomieszczeniem wyposażonym w:
- wentylację wyciągową przy podłodze i nawiewową u góry, zapewniającą całkowitą wymianę powietrza w pomieszczeniu w ciągu godziny,
- sprzęt do odzysku gazu,
- butlę do gazu,
- odkurzacz przemysłowy typu chemicznego,
- pojemniki plastikowe na części i zużyte materiały (filtry, czyściwo itp.),
- płyn neutralizujący,
- źródło bieżącej wody zimnej i ciepłej,
- przebieralnię dla pracowników wykonujących pracę,
- tablice informujące o zakazie palenia tytoniu i otwartego ognia.
Pracownicy wykonujący demontaż rządzeń muszą zastosować odpowiednie środki ochrony osobistej (rozdział 9.3), a zwłaszcza do zabezpieczenia skóry i oczu przed proszkami i płynami o dużym stężeniu, oraz dróg oddechowych.
Nie wolno używać sprężonego powietrza do usuwania gazowych i sproszkowanych produktów rozpadu SF6 – powoduje się ich rozprzestrzenianie i unoszenie.
Demontaż rozpoczyna się od obudowy. Dalsze postępowanie z nią zależy od typu urządzenia i ilości produktów rozpadu:
- małe stężenie (np. szynoprzewody, szyny zbiorcze rozdzielnicy), nie jest wymagane stosowanie specjalnych zabiegów, wykonuje się segregacje elementów do ponownego użycia i złomowania,
- średnie stężenie (np. rozdzielnica SN i WN bez wyłącznika), elementy obudowy należy neutralizować w czasie 1 h, a następnie opłukać bieżącą wodą, wysuszyć i zamknąć w workach foliowych,
- duże stężenie (np. wyłączniki, rozłączniki), przy powolnym podnoszeniu obudów konieczne zbieranie proszków odkurzaczem, obudowę neutralizować w czasie 1 h, a następnie opłukać bieżącą wodą, osuszyć i zamknąć w workach foliowych.
Adsorbenty i torby z odkurzaczy musimy włożyć do odpowiednich pojemników i poddać procesowi neutralizacji w czasie T2 (tabela 9.4.2).
Nie wolno usuwać sorbentów i toreb odkurzaczy przez spalanie (wydobywają się szkodliwe pyły, pary i dymy).
Części wymontowane z wnętrza urządzenia należy zanurzyć w roztworze neutralizującym na czas 1 h (przy małym stężeniu produktów rozpadu) lub na czas T2 (przy dużym zanieczyszczeniu), a następnie starannie oczyścić, opłukać, osuszyć i zamknąć w folii.
Ubrania po zakończeniu prac powinny być zanurzone w roztworze w czasie 1 h, potem wyprane i wysuszone (lub zlikwidowane).
Ubrania te (łącznie z butami), oraz narzędzia, powinny być używane tylko dla takich prac (z produktami rozpadu). Nie można ich używać do innych celów.
Narzędzia należy umyć w roztworze, wypłukać i osuszyć.
Do neutralizacji stałych produktów rozpadu SF6 powinny być stosowane wodne roztwory spełniające następujące zalecenia:
- ciecz neutralizująca nie powinna powodować korozji,
- ciecz powinna być dostatecznie zasadowa aby nie pozostawały niezneutralizowane związki kwasowe,
- nie powinna być nadmiernie zasadowa, aby nie było trudności z jej usunięciem zgodnie z przepisami.
W PN-EN IEC 60480 są podane trzy różne związki do neutralizacji i przemywania, o niewiele różniących się właściwościach (patrz tablica poniżej).
Tabela 9.4.2. Związki i ich stężenia do neutralizacji produktów rozpadu SF6 wg PN-EN IEC 60480 [41]
| Związek | Wzór chemiczny | Stężenie kg/100 l | T1 [h] | T2 [h] |
| Wapno | Ca(OH)2 | Nasycony | – | 24 |
| Węglan sodu | Na2CO3 | 1,1
3 10* 10¸14* |
–
czyszczenie – 1 |
24
– 0,25 48 |
| Kwaśny węglan sodu | NaHCO3 | 1** | – | – |
| * Należy zachować ostrożność i unikać kontaktu ze skórą i oczami.
** Zalecane do przemywania skóry. |
||||
Zneutralizowane proszkowe produkty rozpadu (torby odkurzaczy, zebrane z powierzchni elementów) i płyny po wykonaniu neutralizacji, powinny być usunięte zgodnie z obowiązującymi miejscowymi przepisami, czyli przekazane instytucji, uprawnionej do zbierania tego rodzaju odpadów.
10. Recykling i regeneracja SF6.
Zagadnienia recyklingu i regeneracji gazu SF6 są omówione w tym rozdziale w oparciu o PN-EN IEC 60480 „Wymagania dotyczące heksafluorku siarki (SF6) i jego mieszanin do ponownego zastosowania w urządzeniach elektrycznych” oraz Rozporządzenie Parlamentu Europejskiego i Rady (UE) nr 517/2014 z dnia 16 kwietnia 2014 r. w sprawie fluorowanych gazów cieplarnianych.
W przeszłości najważniejszą kwestią była minimalizacja wycieków z urządzeń. Postęp w dziedzinie szczelności aparatów elektroenergetycznych z SF6 dał rezultat w ograniczeniu wycieków do wartości rzędu 0,1% rocznie. Pojawiły się też urządzenia hermetycznie zamknięte, które nie wymagają żadnej obsługi (dopełniania) w całym okresie eksploatacji. Teraz zagadnieniem najważniejszym jest zapobieganie świadomemu wypuszczaniu SF6 z urządzeń do atmosfery – podczas konserwacji, serwisowania lub likwidacji urządzeń oraz ekologiczne gospodarowanie gazem SF6 o obiegu zamkniętym, czego elementem jest recykling i regeneracja gazu.
Termin regeneracja należy rozumieć jako pełne oczyszczenie gazu SF6 w celu przywróceniu mu parametrów gazu pierwotnego, co potwierdzone jest badaniami laboratoryjnymi i certyfikatem jakości gazu. Postępowanie to musi być zgodne z normami, procedurami i wiązać się z użyciem odpowiedniego sprzętu. Korzyści jakie z tego wypływają są następujące:
- obniżenie kosztów użytkowania urządzenia,
- zgodność z publiczną polityką na świecie, aby unikać emisji gazu cieplarnianego,
- demonstracja dobrowolnego wysiłku proekologicznego,
- działalność zgodna z normami.
W ostatnich latach uświadomiono sobie potrzebę recyklingu i regeneracji SF6, na co przyczyniło się powstanie jednoznacznych norm i przepisów zawierających szeroki zakres zaleceń i procedur dotyczących procesów odzysku, recyklingu i regeneracji. Powstały również realistyczne zalecenia norm dotyczące czystości dla zregenerowanego SF6, który ma być ponownie użyty w urządzeniu energoelektrycznym.
Omówienie w zarysie zaleceń dotyczących procedur recyklingu i regeneracji wymaga zdefiniowania kilku terminów użytych w tekście:
- odzysk – oznacza zbiórkę i magazynowanie fluorowanych gazów cieplarnianych z produktów, w tym pojemników, i urządzeń podczas konserwacji lub serwisowania lub przed unieszkodliwieniem produktów lub urządzeń,
- substancja pierwotna – oznacza substancję, która nie została uprzednio zastosowana,
- recykling – oznacza ponowne wykorzystanie odzyskanego fluorowanego gazu cieplarnianego po przeprowadzeniu podstawowego procesu oczyszczania,
- regeneracja – oznacza ponowne przetwarzanie odzyskanego fluorowanego gazu cieplarnianego w celu osiągnięcia właściwości roboczych odpowiadających właściwościom roboczym substancji pierwotnej, z uwzględnieniem zamierzonego zastosowania,
- niszczenie – oznacza proces, za pomocą którego całość lub większość fluorowanego gazu cieplarnianego zostaje trwale przekształcona lub rozłożona na jedną lub więcej stabilnych substancji, które nie są fluorowanymi gazami cieplarnianymi,
- zregenerowany SF6 – sześciofluorek siarki, który został poddany procesowi regeneracji,
- ponowne użycie – użycie zregenerowanego gazu do ponownego napełnienia nim urządzenia elektroenergetycznego z SF6.
Wiele cech konstrukcyjnych urządzeń z SF6 przyczynia się do pomyślnego stosowania recyklingu i regeneracji gazu:
- usunięcie (adsorpcja) produktów rozpadu i wilgoci przez wewnętrzne urządzenia pochłaniające, utrzymuje zanieczyszczenia gazu na niskich poziomach, co znacznie ułatwia oczyszczanie gazu podczas recyklingu i regeneracji,
- minimalizowanie objętości i ciśnienia gazu redukuje ilość gazu jaki ma zostać poddany recyklingowi i regeneracji,
- podział urządzenia na uszczelnione przedziały, ogranicza ilość gazu jaki musi być poddany recyklingowi i regeneracji, szczególnie w przypadku powstawania łuków wewnętrznych – kiedy trzeba się zajmować poważnie zanieczyszczonym, skażonym SF6,
- specjalne złączki w instalacji gazu SF6 i samouszczelniające się zawory przeciwdziałają przypadkom strat gazu lub jego skażenia powietrzem, spowodowanym przez nieprawidłową obsługę urządzenia.
10.1. Zanieczyszczenie gazu i jego skutki.
Zagadnienie powstawania zanieczyszczeń w sześciofluorku siarki zostało w zasadzie już omówione w rozdziałach 3 i 4. Tam zwrócono głownie uwagę na rozpad gazu w wyniku normalnej (wyłączniki) lub awaryjnej pracy urządzeń, a następnie na zagrożenie jakie te zanieczyszczenia stanowią dla obsługi. Ponieważ stan gazu ma zasadnicze znaczenie dla procesu recyklingu, warto pokrótce omówić zagadnienie powstawania zanieczyszczeń w SF6 z tego punktu widzenia.
Zanieczyszczenia SF6, które mogą być generowane w urządzeniach elektroenergetycznych, wywodzą się z sześciu głównych źródeł, mianowicie:
- obsługa gazu,
- wycieki,
- zanieczyszczone powierzchnie: obudów, elementów konstrukcji, urządzeń adsorbujących,
- produkty rozpadu SF6 w wyniku wyładowań elektrycznych,
- wtórne reakcje chemiczne,
- mechaniczne generowanie cząstek pyłu w urządzeniu.
Powietrze zostawione w osłonie podczas wykonania próżni przed napełnieniem SF6 i wprowadzone przy napełnianiu i dopełnianiu wyposażenia, gdyż pozostaje ono w przewodach i zaworach, może zostać mimowolnie dodane do SF6. Jest to zwykle efekt błędów obsługi lub użycia niesprawnego sprzętu i może stanowić duże zanieczyszczenie.
Ilość powietrza (i nawet kurzu), która jest wprowadzona w ten sposób, może być zmniejszona poprzez:
- odpowiednią konstrukcję przewodów i zaworów,
- przestrzeganie odpowiedniej procedury obsługi,
- dokładne wypompowanie powietrza z obudowy, zanim napełni się wyposażenie SF6, (np. poniżej 1 milibara).
Zanieczyszczenie gazu przez przeciek to efekt wnikania (dyfundowania) powietrza i wilgoci do osłon ciśnieniowych z zewnątrz, ponieważ cząstkowe ciśnienie powietrza i wilgoci (pary wodnej) na zewnątrz osłony jest wyższe niż wewnątrz. Główne ścieżki przecieków mogą stanowić: porowatość osłony (osmoza), uszczelnienia elementów ruchomych, oraz pierścienie uszczelniające typu „O”. Osmoza przez elementy metalowe i izolacyjne jest w praktyce nieistotna, ponieważ współczynniki dyfuzji powietrza i pary wodnej w tych materiałach są bardzo małe. Większe znaczenie mają „ścieżki” przez uszczelnienia.
Wilgoć i powietrze są adsorbowane na wewnętrznych powierzchniach obudów i na powierzchniach elementów przed ich zmontowaniem, zwłaszcza jako pozostałość po ich czyszczeniu. Materiały polimeryczne zawierają wilgotność w swoim wnętrzu i okazują się być najważniejszym źródłem wilgoci w gazie. Urządzenia adsorpcyjne, które nie są poprawnie obsługiwane (aktywowane) mogą zawierać zarówno wilgoć i powietrze, jak i adsorbować produkty rozpadu SF6, które z kolei mogą być uwalniane podczas procesu opróżniania (próżnia) lub przy podwyższonej temperaturze. Ilości substancji, które uległy adsorpcji są trudne do oszacowania, ponieważ zależą one od użycia specyficznych materiałów, metod produkcji, kontroli jakości oraz od montażu i procedur napełniania, konserwacji i obsługi.
Zanieczyszczenie SF6, wskutek wyładowań elektrycznych, było dość szczegółowo omówione w rozdziale 4. Dlatego teraz tylko kilka zdań podsumowania tego zagadnienia. Wiemy już, że SF6 ulega częściowo rozpadowi przez wyładowania elektryczne, które można pogrupować na cztery główne typy:
- wyładowania koronowe niezupełne,
- wyładowania iskrowe,
- łuki przy wyłączaniu prądów,
- łuki wewnętrzne.
Pierwsze z nich, występujące tylko w przypadku defektów i wad izolacji, wnoszą stosunkowo małe ilości zanieczyszczeń. Drugi typ wyładowań pojawia się przy dużej ilości wad izolacji lub w trakcie operacji łączeniowych. Powstaje wtedy podobny rodzaj produktów rozpadu co w wyładowaniach koronowych, ale ich ilość i skład są inne. Na przykład w przedziałach odłącznikowych są bardzo małe, ponieważ jednostki te rzadko działają i przerywają jedynie małe prądy pojemnościowe. Wyższe ilości mogą być tylko skumulowane przy poważnych wadach izolacji, powodujących stałe powstawanie wyładowań iskrowych, oraz gdy przedział z taką wadą nie jest wyposażony w adsorber [13].
Znacznych ilości zanieczyszczeń można spodziewać się w aparatach, w których z zasady działania występuje łuk łączeniowy. W wyłącznikach łuk podczas wyłączania dużego prądu jest przyczyną erozji materiałów stykowych i dysz w wyniku oddziaływania gorącej plazmy łukowej.
Główną przyczyną dekompozycji, rozpadu SF6, jest reakcja tych produktów erozji materiałów z fragmentami termicznie zdysocjowanego SF6 i innych gazów śladowych, takich jak powietrze i para wodna. Najważniejsze z tych reakcji opisują następujące sumaryczne wzory:
Cu + SF6 ® CuF2 + SF4
W + 3SF6 ® WF6 + 3SF4
CF2 + SF6 ® CF4 + SF4
Pierwsze dwie reakcje są związane z materiałem pochodzącym ze styków opalnych, do produkcji których są używane zwykle miedź (Cu) i wolfram (W). Ostatnia reakcja powstaje wskutek erozji PTFE (polimer CF2), który jest stosowany na dysze. CuF2 to substancja stała (proszek). Dwa gazy SF4 i WF6 są bardzo reaktywne, ale w znacznej ilości są usuwane z objętości gazu poprzez:
- adsorpcję z następującą potem transformacją poprzez reakcję chemiczną,
- wtórne reakcje chemiczne w gazie, głównie hydrolizę z pozostałością wilgoci w gazie,
- wtórne reakcje na powierzchni osłon, głownie hydrolizę z wilgocią zaabsorbowaną z powierzchni i reakcje z tlenkami/wodorotlenkami metali i zawierającymi krzem substancjami, takimi jak filtry kwarcowe i izolatory polimeryczne [37].
W aparaturze łączeniowej adsorpcja w filtrach (do tego celu) jest dominującym mechanizmem usuwania produktów rozpadu. Dwa pozostałe procesy są relatywnie nieistotne z ilościowego punktu widzenia. Dzięki adsorbentom, praktycznie tylko w rzadkich przypadkach, gdy są wyłączane często bardzo duże prądy, może zaistnieć w krótkim czasie duże stężenie zanieczyszczeń. Po kilku godzinach lub dniach, stan ten ulega poprawie zdeterminowanej okresem i skutecznością adsorpcji. Łuki wewnętrzne są rezultatem przebicia izolacji stałej lub nieprawidłowego wyłączania przez aparaturę łączeniową i zdarzają się niezwykle rzadko [37].
Tablica 10.1.1. Zanieczyszczenia SF6 [21]
| Zanieczyszczenie | Główne źródło | Niszczący wpływ na | Maks. tolerowany poziom zanieczyszczenia w urządzeniu |
| powietrze
CF4 |
obsługa,
gaszenie łuku |
wyłączanie,
instalacja |
3% |
| wilgoć | absorbcja z powierzchni obudów i z polimerów | izolacja powierzchniowa poprzez kondensację cieczy | 200 ppmV |
| SF4, WF6, SOF4, HF SOF2, SO2, SO2F2 | wyładowanie łukowe, wyładowanie niezupełne, reakcje wtórne, | powierzchnia izolacji, toksyczność | 50 ppmV, |
| CuF2, WO3, WO2F2, WOF4, AlF3 | erozja styków w aparaturze łączeniowej, wewnętrzne wyładowania, | toksyczność | niekrytyczne* |
| węgiel,
pył metalowy |
zwęglenie polimerów,
zużycie mechaniczne, |
powierzchnia izolacji, izolacja gazowa | niskie* |
| olej | pompy, smary | powierzchnia izolacji | 10 ppmv |
| *nie może być ilościowo określone | |||
W tych przypadkach łuk najczęściej zapala się między elementami metalowymi, które nie są na łuk odporne, np. wykonanymi z aluminium, miedzi i stali. Materiały podlegają bardzo dużej erozji łukowej. Stężenie produktów zanieczyszczających SF6 może w takich przypadkach osiągać wysoki poziom (do kilku procent objętości gazu).
Mechaniczne generowanie cząstek pyłu jest głównie ze styków. W prawidłowo zaprojektowanym łączniku, cząstki wycieranego metalu, powinny opadać w obszar, w którym nie mają żadnego wpływu na stan izolacji. Jeżeli jednakże wpadną w obszar wysokonapięciowego pola elektrycznego, np. na powierzchnię przegrody izolacyjnej, mogą one spowodować przeskok po powierzchni izolatora i ostatecznie doprowadzić do wyładowania łukowego. W procesie recyklingu trzeba zawsze skutecznie usuwać te cząstki.
Skutki omówionych kolejno zanieczyszczeń SF6 można ująć w następujących punktach:
- zagrożenie dla zdrowia i środowiska naturalnego,
- korozja materiałów,
- pogorszenie wytrzymałości izolacyjnej przerwy międzystykowej,
- pogorszenie wytrzymałości powierzchniowej izolacji,
- pogorszenie zdolności łączeniowej aparatów,
- zmiana odprowadzania ciepła.
Tabela 10.1.1. ujmuje wg [21] całkowity obraz najważniejszych zanieczyszczeń, ich źródeł i efektów niszczących.
10.2. Recykling a regeneracja SF6.
Zgodnie z definicją zawartą w Rozporządzeniu Parlamentu Europejskiego i Rady (UE) nr 517/2014, recykling fluorowanego gazu cieplarnianego to przeprowadzenie podstawowego procesu oczyszczania, natomiast regeneracja to pełny proces, polegający na odtworzeniu właściwości pierwotnych danej substancji. W praktyce, podstawowe różnice między procesem recyklingu, a procesem regeneracji przedstawia tabela 10.2.1.
Tabela 10.2.1. Recykling a regeneracja
| Recykling | Regeneracja |
| podstawowy proces oczyszczania | pełny proces oczyszczania, odtworzenie właściwości pierwotnych SF6 |
| wykonywany w miejscu zainstalowania urządzenia | wykonywany w specjalistycznej firmie |
| wymaga użycia jedynie wymiennych filtrów | wymaga użycia wymiennych filtrów oraz technologii kriogenicznej do usuwania gazów niereaktywnych |
| brak konieczności potwierdzenia jakości gazu | jakość gazu potwierdzona certyfikatem jakości |
| możliwość wykorzystania gazu po recyklingu jedynie w tym samym urządzeniu, z którego go odzyskano | możliwość wykorzystania gazu po regeneracji w dowolnym urządzeniu |
| pozwala na usunięcie z gazu jedynie wilgoci, części stałych i produktów rozpadu | pozwala na usunięcie z gazu wilgoci, części stałych, produktów rozpadu oraz gazów niereaktywnych |
| może być przeprowadzony przez certyfikowany personel obsługujący urządzenia elektroenergetyczne | przeprowadzany jest jedynie przez certyfikowany i wykwalifikowany personel w zakresie procesów kriogenicznych oraz technologów i laborantów badających gaz w laboratorium analitycznym |
Pompy i filtry (tabela 10.2.1), służące do przeprowadzenia procesu recyklingu SF6 są dostępne na rynku i od dawna używane. Są one osiągalne, możliwe do nabycia i mobilne. Obecnie maleją ich koszty, ulepsza się sposób działania, zmniejsza się gabaryt aż do sprzętu przenośnego, nadającego się do obsługi mniejszych ilości gazu. Za ich pomocą możliwa jest również obróbka gazu silnie zanieczyszczonego produktami rozpadu. Jakość, otrzymanego w wyniku recyklingu SF6, może być sprawdzona przez dostępny na rynku sprzęt mierzący czystość SF6, zawartość wilgoci oraz niektórych produktów rozpadu i domieszek. Należy pamiętać, że gaz po procesie recyklingu może być używany jedynie w tym samym urządzeniu, z którego został odzyskany.
Tabela 10.2.1. Typy filtrów używanych do recyklingu i regeneracji SF6
Typ filtru |
Zadania | Ogólna charakterystyka |
| Filtr cząstek stałych | Usuwa produkty rozpadu i inne zanieczyszczenia w stanie stałym. | Filtr świecowy o dużej powierzchni filtracyjnej, 100 % filtracji osiąga się dla cząstek o wielkości ≥ 1,0 μm. |
| Filtr wilgoci | Usuwa wilgoć. | Filtr złożony z tlenku aluminium Al2O3 o średnicy porów 20-50 Å, rozmiaru ziaren 2-5 mm i sita molekularnego o średnicy porów 4 Å, pozwala uzyskać temperaturę punktu rosy poniżej -50°C po jednym procesie osuszania, może absorbować do 160 g wody. |
| Filtr gazowych produktów rozpadu | Usuwa gazowe produkty rozpadu | Filtr złożony z tlenku aluminium Al2O3 o średnicy porów 20-50 Å, rozmiaru ziaren 2-5 mm i sita molekularnego o średnicy porów 4 Å, pojemności absorpcyjne wkładu zależą od absorbowanej substancji, dla tlenku siarki (SO2) i fluorku tionylu (SOF2) jest równa około 5-7 % wagowo, co oznacza 30 – 40 g na każdy wkład filtrujący. |
| Filtr oleju | Usuwa olej | Adsorpcja oleju za pomocą filtra z węglem aktywnym |
Proces regeneracji oprócz mobilnych filtrów wymaga użycia technologii kriogenicznej, która jest jedynym obecnie znanym sposobem na usunięcie z gazu SF6 gazów niereaktywnych, takich jak powietrze i CF4. Przeprowadzenie kriogenicznej regeneracji SF6 nie jest obecnie możliwe w miejscu zainstalowania urządzenia, niezbędne jest przetransportowanie gazu do specjalistycznej firmy i przeprowadzenie regeneracji przez wykwalifikowany w tym zakresie personel. Jakość gazu po procesie regeneracji sprawdzana jest w laboratorium analitycznym. Zregenerowany SF6 może być ponownie wykorzystany w dowolnym urządzeniu elektrycznym. Jest to wyrazem ekologicznej świadomości i prowadzenia społecznie odpowiedzialnej gospodarki gazem SF6 o obiegu zamkniętym.
Ponowne napełnienie urządzenia gazem po procesie recyklingu lub regeneracji powinno nastąpić po usunięciu powietrza z urządzenia elektroenergetycznego przy pomocy pompy próżniowej (zgodnie z instrukcjami producenta danego urządzenia). Następnie należy ponownie napełnić to urządzenie gazem z butli lub zbiornika, stosując odpowiednie kompresory i węże. Osobne użycie węży do odzyskania i ponownego napełniania, ma na celu uniknięcie dodatkowego zanieczyszczenia gazu.
10.3. Wymagana czystość SF6 po recyklingu i regeneracji.
Wymagania czystości jakie musi spełniać gaz SF6 po procesie regeneracji i recyklingu, aby można było go ponownie użyć są zdefiniowane w PN-EN IEC 60480 „Wymagania dotyczące heksafluorku siarki (SF6) i jego mieszanin do ponownego zastosowania w urządzeniach elektrycznych”. Wielkości są wyrażone (tabela 10.3.1) w procentach objętości (%V, ppmV), jako że te jednostki stały się zwyczajowe w odniesieniu do urządzeń elektroenergetycznych izolowanych SF6. Te wymagania czystości mogą być odnoszone do trzech różnych krytycznych poziomów, mianowicie:
- maksymalne poziomy zanieczyszczenia w pierwotnym SF6,
- maksymalne poziomy zanieczyszczenia w SF6 po recyklingu i regeneracji,
- maksymalne tolerowane poziomy zanieczyszczenia w urządzeniach elektroenergetycznych.
Poziomy zanieczyszczeń pierwotnego SF6 są podane w normie PN-EN IEC 60376 „Wymagania dotyczące technicznego heksafluorku siarki (SF6) i gazów uzupełniających do jego mieszanin stosowanych w urządzeniach elektrycznych”. Poziomy zanieczyszczeń SF6 po recyklingu lub regeneracji są określone w normie PN-EN IEC 60480 „Wymagania dotyczące heksafluorku siarki (SF6) i jego mieszanin do ponownego zastosowania w urządzeniach elektrycznych”. Maksymalne tolerowane poziomy zanieczyszczenia w urządzeniach to te, powyżej których funkcjonowanie urządzeń elektroenergetycznych izolowanych SF6 może zacząć się pogarszać, lub powyżej których już trzeba brać pod uwagę zagrożenie zdrowia.
Zanieczyszczenia można mierzyć za pomocą niezbyt drogiego, przenośnego sprzętu pomiarowego. Obecne w użyciu przyrządy pomiarowe mogą być wyposażone w czujniki mierzące czystość SF6, wilgoć, zawartość SO2, HF, CO oraz H2S.
Należy podkreślić, parametry gazu SF6 mogą być także mierzone z wiele większą dokładnością w laboratorium analitycznym przez użycie technologii takich jak chromatografia gazowa, chromatografia jonowa, absorpcja w podczerwieni, grawimetria i fotometria. Nie są one możliwe do użycia w miejscu zainstalowania urządzenia, gdyż są one relatywnie drogie i wymagają wysoko wykwalifikowanej obsługi. Parametry gazu po regeneracji muszą być potwierdzone badaniami w laboratorium analitycznym [14].
Wymagane czystości, które zostały określone dla zregenerowanego gazu, który ma zostać ponownie użyty są określone w PN–EN IEC 60480 i podane zostały w tabeli 10.3.1.
Tabela 10.3.1. Wymagane parametry dla zregenerowanego SF6 wg PN-EN IEC 60480 [41]
| Substancja | Stężenie |
| SF6 | > 97 % objętościowo |
| Powietrze i/lub CF4 | < 30 000 μl/l (3 % objętościowo) |
| H2O | < 200 μl/l (200 ppmv) |
| Olej mineralny | < 10 mg/kg (10 ppmw) |
| Kwasowość | < 50 μl/l (50 ppmv) |
| ppmv = parts per million by volume (części na million objętościowo)
ppmw = parts per million by weight (części na million wagowo) |
|
Wymagane parametry dla zregenerowanego SF6 są mniej restrykcyjne niż w przypadku pierwotnego SF6 (tabela 10.3.2), jednak w przypadku zawartości wilgoci i oleju mineralnego dopuszczalne wielkości są takie same. Zregenerowany SF6 może jednak i zaleca się, żeby spełniał parametry normy pierwotnego gazu.
Tabela 10.3.2. Wymagania dla technicznego SF6 wg PN-EN IEC 60376 [40]
| Substancja | Stężenie |
| SF6 | > 98,5 % objętościowo |
| Powietrze | < 10 000 μl/l (1 % objętościowo) |
| CF4 | < 4 000 μl/l (0,4 % objętościowo) |
| H2O | < 200 μl/l (200 ppmv) |
| Olej mineralny | < 10 mg/kg (10 ppmw) |
| Kwasowość całkowita | < 7 μl/l (7 ppmv) |
| ppmv = parts per million by volume (części na million objętościowo)
ppmw = parts per million by weight (części na million wagowo) |
|
10.4. Podstawowe kwestie ponownego użycia SF6.
Zarówno z ekologicznego i jak i ekonomicznego punktu widzenia jest pożądane, aby utrzymywać w SF6 zanieczyszczenia na niskim poziomie tak, aby było można wykonać wielokrotnie regenerację gazu.
Ta sama porcja SF6 powinna być używana podczas badań wyrobu, instalowania, konserwacji i napraw. Kiedy graniczne poziomy określone w tablicy 10.3.1 są już w urządzeniu osiągnięte, gaz powinien zostać wycofany z eksploatacji. Powinien on po regeneracji być przekazany do wykorzystania w nowo instalowanym urządzeniu. Zatem powinien być w ciągłym użyciu. Takie ciągłe używanie gazu jest możliwe dzięki zagwarantowaniu wysokiego poziomu jego jakości, aby mógł on spełniać swoje funkcje wielokrotnie. Może to być osiągnięte tylko przez odpowiednią obsługę gazu i regenerację, potwierdzoną badaniami laboratoryjnymi.
Gaz regenerowany przed ponownym wprowadzeniem do urządzenia elektrycznego musi być poddany sprawdzeniu jakości, aby zanieczyszczenia nie przekroczyły wartości określonych w tabeli 10.3.1, a najlepiej, żeby nie przekroczyły wartości określonych dla gazu pierwotnego, przedstawionych w tabeli 10.3.2. Muszą być sprawdzone cztery poziomy zanieczyszczeń, a mianowicie:
- czystość SF6,
- całkowity poziom gazowych zanieczyszczeń niereaktywnych (powietrza i CF4),
- zawartość wilgoci (H2O),
- całkowity poziom kwasowości.
Dodatkowo PN-EN IEC 60480 wskazuje, że zawartość potencjalnych zanieczyszczeń, takich jak H2O oraz CO nie musi być badana z powodu braku obecnie wystarczających badań i danych. Zawartość oleju mineralnego również nie musi być monitorowana z powodu występowania obecnie na rynku jedynie bezolejowych urządzeń do gospodarki gazem SF6, stąd niemożliwe jest zanieczyszczenie gazu tą substancją.
Są cztery podstawowe sposoby przeprowadzenia kontroli jakości gazu, którym jest napełnione urządzenie elektroenergetyczne:
- stałe monitorowanie wszystkich poziomów zanieczyszczeń w zbiorniku gazu lub w strumieniu gazu w rurze i alarm jeżeli jeden z nich przekroczy określony limit wymogów czystości,
- okresowa kontrola poziomów zanieczyszczeń w zbiorniku magazynującym, używając przenośnych lub na stałe zamontowanych czujników,
- sprawdzenie gazu po ponownym napełnieniu urządzenia – weryfikacja wymagań czystości po ponownym napełnieniu urządzenia elektroenergetycznego gazem. Jednakże ze sprawdzeniem po napełnieniu jest związane pewne ryzyko, że zbyt duże skażenia, jeżeli mają miejsce, mogą się ujawnić jedynie, gdy dokonają one pewnych uszkodzeń w urządzeniu elektroenergetycznym. Gaz zawierający zbyt dużo wilgoci może nadmiernie zużyć urządzenia adsorbujące, a wilgoć może się skroplić na wewnętrznej powierzchni obudowy,
- pobieranie próbek gazu i jego analiza laboratoryjna – jest to najlepsza i najbardziej wiarygodna metoda służąca do wykrywania poziomów zanieczyszczeń, jednak wadą tej metody są istotne opóźnienie w czasie, jak również konieczność precyzyjnego pobrania wymaganej ilości gazu, tak aby osiągnąć reprezentatywną próbkę.
10.5. Uregulowania dotyczące transportu SF6.
Zregenerowany sześciofluorek siarki może być przechowywany na miejscu regeneracji lub może być także przetransportowany do innych lokalizacji, w celu ponownego użycia. To wymaga odpowiednich uregulowań dotyczących przechowywania i transportu zanieczyszczonego i zregenerowanego gazu.
Klasyfikacja sposobu transportu gazu SF6 zależy od jego historii – od tego, czy jest gazem pierwotnym, odzyskanym z urządzeń czy po procesie regeneracji lub recyklingu [6].
Pierwotny SF6 – zbiorniki do przechowywania i transportu pierwotnego gazu muszą być zgodne z prawodawstwem krajowym dotyczącym zbiorników ciśnieniowych (ADR 2.2).
Zregenerowany SF6 lub poddany recyklingowi i nadający się do ponownego użycia w urządzeniu elektroenergetycznym – dla tej kategorii gazu poziomy zanieczyszczenia muszą być zgodne z wymaganiami czystości dla ponownego użycia w urządzeniach elektroenergetycznych (PN-EN IEC 60480). Może on być przechowywany i transportowany jak pierwotny SF6, ale butle powinny mieć etykietę: „SF6 zregenerowany/po recyklingu przeznaczony do ponownego użycia w urządzeniach elektrycznych”. Proponowana kategoria transportu jak dla pierwotnego SF6.
Odzyskany SF6 – odzyskany SF6 traktowany jest jako odpad niebezpieczny (kod odpadu 16 05 04*) i tak transportowany. Musi być uznany za toksyczny i przyporządkowany do jednej z niebezpiecznych grup zdefiniowanych w przepisach. Butla musi mieć etykietę: „Odzyskany SF6, przewożony wyłącznie w celu analizy, zniszczenia, regeneracji lub recyklingu” (ADR 2.3 oraz 8).
10.6. Ostateczna likwidacja SF6.
W przypadku, kiedy SF6 nie może być poddany regeneracji lub recyklingowi, może zostać zniszczony poprzez procesy termiczne.
Zgodnie z definicją zawartą w Rozporządzeniu Parlamentu Europejskiego i Rady (UE) nr 517/2014, przez likwidację rozumiemy proces, za pomocą którego całość lub większość fluorowanego gazu cieplarnianego zostaje trwale przekształcona lub rozłożona na jedną lub więcej stabilnych substancji, które nie są fluorowanymi gazami cieplarnianymi.
SF6 podgrzany do temperatury powyżej 1000°C zaczyna dysocjować, następuje rozpad cząsteczek gazu na atomy siarki i fluoru, które następnie ulegają jonizacji. Zatem gaz SF6 może być zniszczony, kiedy procesy termiczne zachodzą w temperaturze ponad 1000°C.
10.7. Zalecenia dotyczące obsługi SF6.
Uważna lektura rozdziału nasuwa ogólne zalecenia dla producentów i użytkowników urządzeń elektroenergetycznych:
- należy unikać rozmyślnego uwalniania SF6 do atmosfery,
- SF6 musi być poddawany recyklingowi i regeneracji (gospodarka o obiegu zamkniętym).
Od producentów należy oczekiwać realizacji następujących postulatów:
- wytwórcy powinni informować o możliwości stosowania recyklingu i regeneracji SF6 i innych materiałów wykorzystywanych w produkcji urządzenia,
- wytwórcy powinni określić warunki w których jest możliwe ponowne użycie gazu,
- wytwórca powinien zachęcać, o ile jest to możliwe, do ponownego używania gazu i dostarczać użytkownikom odpowiednich instrukcji,
- powinny być stosowane urządzenia monitorujące szczelność o bardzo wysokiej czułości,
- powinna być prowadzona dokumentacja dotycząca sprzedaży gazu, dostaw od producenta gazu, wysyłek do klientów, oraz gazu wracającego do fabryki od klientów i specjalistycznych firm zajmujących się recyklingiem.
Zalecenia dla użytkowników urządzeń elektroenergetycznych można ująć w następujących punktach:
- użytkownicy powinni zawrzeć umowy ze specjalistycznymi firmami dokonującymi regeneracji gazu,
- urządzenia elektroenergetyczne z SF6 powinny być obsługiwane i konserwowane zgodnie z instrukcjami producentów i zasadami ochrony środowiska,
- urządzenia elektroenergetyczne z SF6 powinny być poddawane naprawom jeśli zwiększy się wyciek gazu ponad dopuszczalne wartości,
- powinna być prowadzona dokumentacja wszystkich prac związanych z gazem (łącznie z wykorzystywanymi ilościami SF6 w poszczególnych pracach).
11. Spis literatury.
- BALL; „Modern cable termintions in metalclad switchgear”, IEE Conference on metalclad switchgear. Conf. Publ. 83,
- BATTAGLIA; „L’hexafluorure de soufre, nouveau moyen d’extinction de l’arc dans les disjoncteurs a haute tension”, Bull. SFE, ser 8-e. T. III. 1962, nr 34,
- BERG, C. WORKS; „Effect of Space Charge on Electric Breakdown os Sulfur Hexafluoride in Nonuniform Fields”, AIEE Trans. PAS, t. 77, cz. III, 1958,
- J. BRUNT, J.T. HERRON; „Fundamental Processes of SF6 Decomposition and Corona Discharges”, IEE Trans. On Electr. Insul. 1990 nr 1,
- CLAY i inni; „Human Health Risk Assesment Process for the Use of Sulfur Hehafluoride in the Electrical Utility Industry”, VII Int. Symp. Gaseous Dielectrics, USA 1994,
- FROST, R. LIEBERMAN; „Composition and Transport Properties of SF6 and Their Use in a Simplified Enthalpy Flow Arc Model”, Proc. IEEE, t. 59,1971, nr 4,
- JANKOWICZ, A. PIECHOCKI, W. PROGA; „Doświadczenia z eksploatacji rozdzielnicy i wyłącznika napowietrznego wolnostojącego WN w izolacji SF6”; Wiadomości Elektrotechniczne, nr 13-14, 1985,
- JANKOWICZ; „Gaz SF6 i produkty jego rozkładu w rozdzielnicach osłoniętych z izolacją gazową”, Wiadomości Elektrotechniczne, nr 7, 1992,
- JANKOWICZ, A. PIECHOCKI, W. PONIECKI i inni, „Aparatura rozdzielcza w Instytucie Elektrotechniki”, Biuletyn Informacyjny I.El. 1/1995,
- KAWAMURA i inni; „Operating experience of gas insulated Switchgear (GIS) and its influence of the future substation design”; Materiały CIGRE 23-01 1982 Session,
- KNOTHE; „Rozdzielnice wysokonapięciowe izolowane”, WNT Warszawa 1976,
- LAMPE, H. SŁOWIKOWSKA, A. PIECHOCKI, W. PONIECKI, J. SŁOWI-KOWSKI; „Pogorszenie własności dielektrycznych tworzyw izolacyjnych pod wpływem łuku w sześciofluorku siarki”, Przegląd Elektrotechniczny, nr 5 1981,
- LATOUR-SŁOWIKOWSKA, S. JANKOWICZ, A. PIECHOCKI, J. LAMPE, J. SŁOWIKOWSKI; „On the possibillity of diagostics of GCB and GIS by gas chromatografy”, Gaseus Dielectrics V Pergamon Press,
- LINGAL i inni; „An Investigation of the Arc-Quenching Behaviour of Sulfur Hexafluoride”, AIEE Trans PAS, t. 72, cz. III, 1953,
- LEEDS i inni; „The Use of SF6 for High-Power Arc Quenching”, AIEE Trans. PAS, t. 76. Cz. III, Dec. 1957,
- MAKSYMIUK; „Aktualne problemy budowy i eksploatacji wyłączników wysokonapięciowych”, Przegląd Elektrotechniczny, nr 3, 1998,
- MAURY i inni; „Mise en service et premiers resultats d’exploitatio de postes blindes a 225 kV isoles au SF6”, CIGRE, 1970, ref 23-06,
- MAUTHE i inni; „SF6 and the global Atmospfere”, CIGRE 23.10. – Projekt Dokumentu,
- MAUTHE i inni; „Handling on SF6 and its decomposition products in gas insulated Swihgear”, Grupa Robocza 23-03, CIGRE, Elektra nr 136 i 137, 1991,
- MAUTHE i inni; „SF6 and the global atmosphere”, Elektra nr 164, 1996,
- MAUTHE i inni; „SF6 recycling Guide, Re-use of SF6 gas in electrical power equipment and final disposal”, Electra, nr 173, 08, 1997,
- PIECHOCKI, W. PONIECKI, A. RABAJCZYK; „Wyłącznik wysokonapięciowy typu WGN 1”, Prace Instytutu Elektrotechniki, Zeszyt 105 1978,
- PIECHOCKI, W. PONIECKI; „Wpływ napędu na przebiegi gazodynamiczne w wyłącznikach z SF6”, VI Sympozjum Podstaw Teorii Wyładowań Elektrycznych w Gazach, Wilga 1982,
- PIECHOCKI, „Krajowy wyłącznik wysokonapięciowe z sześciofluorkiem siarki?”, Wiadomości Elektrotechniczne, nr 5-6 1986,
- PIECHOCKI, „Wybrane zagadnienia procesu wyłączania prądu przez wyłącznik z SF6”, Prace Instytutu Elektrotechniki, Zeszyt 141 1986,
- PIECHOCKI, „Calkulation of the dimensions of the extinguishing chamber of a SF6 Circuit-Breaker”, Prace Instytutu Elektrotechniki, Zeszyt 143 1986,
- PIECHOCKI, W. PONIECKI; „Krajowe prace konstruktorskie i badawcze w dziedzinie wysokonapięciowych wyłączników z SF6”, Wiadomości Elektrotechniczne, nr 7-8 1988,
- PIECHOCKI, W. PONIECKI; „Metody obliczania parametrów gazu w zbiorniku sprężania wyłącznika samosprężnego z SF6”, Przegląd Elektrotechniczny, nr 4 1989,
- PIECHOCKI, W. PONIECKI; „Influence of the drive on the swirching of process in the self compressing SF6 circuit breaker”, Sixth International Conference Switching Arc Phenomena. Łódź 1989,
- PIECHOCKI; „Wyłączniki wysokonapięciowe z sześciofluorkiem siarki a ekologia”, Wiadomości Elektrotechniczne, nr 8 1995,
- RIEDER; „Schwefelhexafluorid als Schaltmedium”, Elektrotechnik Maschinen-bau, t. 87, 1970, nr 1,
- HM RYAN, GR JONES; „SF6 switchgear”; 1989: Peter Peregrinus Ltd; London,
- SALLESKY: „Die Anwendung von Schwefelhexafluorid in Hochspannungs-schaltgeraten”, Electrie, t.21,1967, nr 10,
- TROGER i inni; „The state of international development and experience with SF6 gas insulated high voltage Switchgear”, Materiały CIGRE 23-01 1982 Session,
- CIGRE Oprac.zbior.; „Diagnostic Techniques to Defect Abnormal Operating Conditions in Gas Insulated Substations”. Raport 23-08 na sesję 1984,
- CIGRE; Study Committet 13, „SWITCHGEAR”; Tutorial; september 1995, Florianopolis – Santa Catarina – Brazil,
- PIECHOCKI, „Minimalizacja zagrożenia toksycznymi produktami rozpadu sześciofluorkiem siarki powstałymi w wyłącznikach wysokonapięciowych” – projekt wykonany w ramach XIII edycji szkoły CP programu Polsko-Norweskiego NOT – NIF: 1994: praca nie publikowana, dostępna w Bibliotece NOT – Warszawa, nr proj. 13.166,
- KATALOGI i INSTRUKCJE APARATÓW z SF6 różnych firm (ABB, ABB SACE, BBC, AEG, GEC ALSTHOM, MAGRINI GALILEO, SIEMENS itd.),
- WYSOCKI; „SF6 w elektrotechnice – mity i rzeczywistość”, Wiadomości Elektrotechniczne, nr 12, 1998
- PN-EN IEC 60376 Wymagania dotyczące technicznego heksafluorku siarki (SF6) i gazów uzupełniających do jego mieszanin stosowanych w urządzeniach elektrycznych,
- PN-EN IEC 60480 Wymagania dotyczące heksafluorku siarki (SF6) i jego mieszanin do ponownego zastosowania w urządzeniach elektrycznych.
